
Послепечатные процессы полиграфического производства (Основное понятие послепечатных процессов)
Содержание:

ВВЕДЕНИЕ
Актуальность темы: изучение и применение необходимых знаний в области полиграфических процессов дает возможность качественного оформления продуктов полиграфии. Для каждого вида полиграфической продукции необходим выбор правильных материалов, подходов и методов отделки для комфортного и долговечного использования потребителем. Без послепечатных процессов сложно вообразить качественную печать, так как многие делают выбор в пользу качеству.
Роль брошюровочно-переплетных процессов является ведущей среди видов послепечатных процессов, так как при их проведении происходит процесс преобразования в книжное издание в виде скрепленных в корешке листов, покрытых обложкой. Конструкция обеспечивает длительную сохранность информации книжного изделия, свободный доступ к ее изучению, а также более удобное использование, включая визуальную составляющую.
Благодаря разным видам отделки достигается характер и декоративность, зависящие от типа самого издания. Некоторые из отделочных процессов повышают износостойкость и влагостойкость продукту, создается оригинальный визуальный эффект: достижение матовости или глянца, придание изделию гладкости или рельефа, создание декоративных прорезных элементов и многое другое. Внешние элементы имеют как информативную, так и рекламную функцию.
Отделочные материалы, используемые в процессе осуществления отделочных работ, позволяют достигнуть продукту не только особенного вида, но и придать дополнительную прочность и защиту от внешних факторов, поэтому и от их выбора зависит итог.
Значимость послепечатных процессов в настоящее время значительно возрастает благодаря использованию эффективной рекламной продукции, упаковок и этикеток, требующих качество и оригинальность. Без цепочки процессов послепечатной обработки невозможно получить готовый продукт. Умное использование одного или нескольких видов отделочных операций, изделие способно выделиться среди своих аналогов, поэтому на данный момент, на рынке товаров и услуг, благодаря высокой конкуренции, послепечатная обработка приобретает главное значение, продвигая товар и услуги компании, увеличивая продажи.
Возможности полиграфической промышленности несут в себе функционирование всех отраслей хозяйства, государственных структур и массовой информации в мире, а уровень информационного обеспечения общества и развитие культурного потенциала определяется уровнем полиграфии. Таким образом, послепечатная обработка имеет большое влияние на полиграфическую продукцию, тем самым создавая особую актуальность на данный момент.
Объектом исследования являются послепечатные процессы в полиграфии.
Предмет исследования – отделочные, брошюровочные и брошюровочно-переплетные работы.
Целью работы стал анализ видов работ отделки и их материалов.
Поставленная цель определила следующие задачи:
- Изучить основные понятия в области послепечатных процессов;
- Рассмотреть виды отделочных, брошюровочных и брошюровочно-переплетных работ;
- Выявить роль послепечатных процессов в оформлении книжной многополосной продукции;
- Рассмотреть материалы, используемые для отделочных работ.
Методы исследования: в процессе работы были использованы следующие методы: наблюдение, описание и сравнение.
Структура работы: включает в себя введение, две теоретические главы, заключение и список литературы.
ГЛАВА 1. ПОСЛЕПЕЧАТНЫЕ ПРОЦЕССЫ В ПОЛИГРАФИИ
1.1. Основное понятие послепечатных процессов
Послепечатные процессы – одно из важнейших составляющих в полиграфии при производстве продукции. Данное понятие относит к себе процессы, осуществляемые с продукцией после выхода из печатной машины. Процессы обработки определяются характером печатной продукции: книги, газеты, этикетки, коробки.
Послепечатная обработка подразделяется на следующие процессы:
- Фальцовка;
- Резка;
- Биговка;
- Листоподборка;
- Типы скрепления изданий.
Послепечатные процессы осуществляются над печатными оттисками, а не над бумагой, отличающиеся между собой способом печати, наносимой на поверхность краски и растворов.
Кроме основной обработки, выделяют следующие отделочные операции:
- Ламинирование;
- УФ-лакировка;
- Тиснение;
- Вырубка.
Данные процессы и операции в ходе исследования будут подробно осмотрены, так как являются важнейшей составляющей печати.
Для получения качественного образца полиграфической продукции, немаловажное значение имеет подбор полиграфических материалов. Как, например, при относительной прочности поверхности бумаги, уменьшают вязкость красителей, или, при неправильном определении степени белизны бумаги еще в период допечатной обработки, ошибка приведет к искажению цветопередачи всего тиража. От выбора материалов до ошибок в допечатной обработке, будет зависеть и качество послепечатных процессов.
Без послепечатных процессов сложно вообразить качественную печать, так как многие делают выбор в пользу качеству. Возможности полиграфической промышленности несут в себе функционирование всех отраслей хозяйства, государственных структур и массовой информации в мире, а уровень информационного обеспечения общества и развитие культурного потенциала определяется уровнем полиграфии. Таким образом, данное дело имеет высокий уровень актуальности и постоянно совершенствуется.
1.2. Брошюровочные работы
С точки зрения отделочных операций, самым простым видом печатной продукции является листовка. После осуществления печати, следующим необходимым процессом становится обрезка технологического поля, а также упаковка тиража. Однако большая часть видов продукции включает в себя более сложную обработку.
Послепечатные операции делятся на следующие группы: брошюровочные, переплетные и отделочные. Первые рассмотрим более подробно.
Брошюровочные процессы – превращение отпечатанных листов в издания, закрываемые обложкой, при помощи синергии операций (см. рис. 1).
Брошюрой являются издания, состоящие из основных блоков: блок и бумажная обложка, форзаца не имеется.
Рисунок 1. Процесс брошюровочных работ
Последовательность проводимых работ:
1. Сталкивание. Данный процесс осуществляется выравниванием листов по нескольким взаимно перпендикулярным сторонам. Различают два вида сталкиваний: ручное, при котором листы опускают на стол с минимальным ударом, предварительно распушив, и механизированное, в ходе которого стол сопровождается колебательными движениями. Сталкивание не позволяет листам некачественную обрезку.
2. Разрезка листов. Получает несколько частей из целого, предназначенных для фальцовки. В ходе процесса используется одноножевая машина Perfecta 74 (см. рис. 2): на металлический стол, а именно талер, укладывается стопка листов таким образом, чтобы боковые стороны прилегали к заднему упору (затл), заданному по размеру и боковому упору перед основным процессом. Высота стопа не должна быть более 8 см. Перед разрезкой используется прижим балкой для того, чтобы не происходило смещение листов в стопе при разрезке. Под определенным углом в ножедержателе закрепляется нож, совершая движение по вертикали. Для того, чтобы все листы были полностью разрезаны, ножу необходимо несколько раз врезаться в талер. Именно для этого под линией ножа имеется углубление, сделанное из дерева или синтетического бруска, который врезается в нож при опускании.

Рисунок 2. Одноножевая машина Perfecta 74
3. Фальцовка. Операция, в ходе которой происходит превращение запечатанных листов в тетради, которые имеют свой тип и объем, для дальнейшего получения блоков книжно-журнальной продукции.
Последние подразделяются на следующие виды:
- Книжно-журнальные, где головка меньше корешка;
- Альбомные, где головка больше корешка;
- Блокнотные, где объединяются головка и корешок.
Фальцовка тетрадей производится на машине Stahlfolder Ti 40, которая является кассетной (см. рис. 3).

Рисунок 3. Кассетная машина Stahlfolder Ti 40 для фальцовки
4. Комплектовка блока. Данный процесс характеризуется сборкой блока из ранее готовых тетрадей и дополняющих элементов. В ходе работы используется универсальная подборочная линия модульного типа RC-6000, которая работает не только с отдельными листами, но и с тетрадями из-за наклонного принципа построения. Каждый модуль делится на 3 станции, где минимальная комплекция – 12 станций, что в свою очередь есть 4 модуля, максимальная – 16 станций, а именно 12 модулей (см. рис. 4).

Рисунок 4. Комплектовка книжкого блока
5. Скрепление. Процесс, производимый на БИП-5 бесшвейным клеевым способом, в ходе которого происходит нанесение слоя клея на корешковую часть блока, создавая эластичную пленку, позволяющая удерживать детали. Материалы скрепления – это клей, спиртовой раствор полиамидных смол и поливинилацетат с добавлением пластификатора. Методы клеевого бесшвейного скрепления зависят от обработки корешка, наиболее распространенным является способ полной срезки корешковых блоков, после которого происходит торшонирование среза и покрытие растворимым, расплавленным клеем.
6. Крытье обложкой. На данный момент по ГОСТ 22240 – 76 существует девять типов покрытия, где первые четыре являются обложками, все остальные – переплетные крышки.
Еще один способ крытья – вроспуск, в ходе которого обложка приклеивается не только к корешку, но и по полоске на 5-7 мм к наружным страница блока. Данный вид крытья применяется для блоков независимо от объема, так как площадь скрепления обложки с блоком возрастает после приклеивания ее к первому и последнему листам блока (см. рис. 5).
Рисунок 5. Обложка для крытья вроспуск
7. Трехсторонняя обрезка. Производится с помощью одноножевой машины Perfecta 74 в три приема с поворотом блока, где высота – 12 см, а длинна – 74 см.
1.3. Брошюровочно-переплетные работы
Брошюровочно-переплетные процессы – совокупность операций отделочного процесса оформления книжно-журнальной продукции, в результате которого изготавливаются книги, брошюры и журналы.
Брошюровочно-переплетный процесс включает в себя операции, цель которых – создание тонких журналов в обложке, а также подготовка нижных блоков для вставки в переплетные крышки. Основные брошюровочные процессы, о которых говорилось ранее: сталкивание листов, разрезка отпечатанных листов, процесс фальцовки, приклеивание форзаца и иллюстраций, сшивание книжного блока, предварительно укомплектовав.
Данный процесс осуществляется в брошюровочном цехе, а после шитья книжных блоков книг, продукция подвергается дальнейшей обработке.
Переплетные процессы – совокупность операций, целью которых является придание книге законченного внешнего вида, обеспечивая прочность между всеми элементами.
Переплетные процессы имеют отдельные операции:
- Обработка книжного блока;
- Изготовление переплетной крышки;
- Вставка книжного блока в переплетную крышку.
Фальцовка – процесс перегибания отпечатанного бумажного листа, изготавливая из него тетрадь, создавая правильную последовательность в ходе нумерации страниц.
При отдельной фальцовки части отпечатанного бумажного листа, его разрезают на определенное число частей, где фальцовка характеризуется числом сгибов, а именно 1, 2, 3, 4, где количество долей – 2, 4, 8, 16, а количество страниц – 4, 8, 16, 32. Количество долей равняется 2n, где n – количество сгибов, следовательно, количество страниц равняется 2n*2.
Фальцовка бывает: перпендикулярной, где сгиб перпендикулярен предыдущему; параллельной, где все сгибы параллельны соответственно; и комбинированной, где сочетаются первые два вида.
На рисунке 6 показана лицевая и оборотная сторона бумажного листа с нумерацией страниц (см. рис. 6). Фальцовка: перпендикулярная, осуществленная в 4 сгиба (1/16 долю).
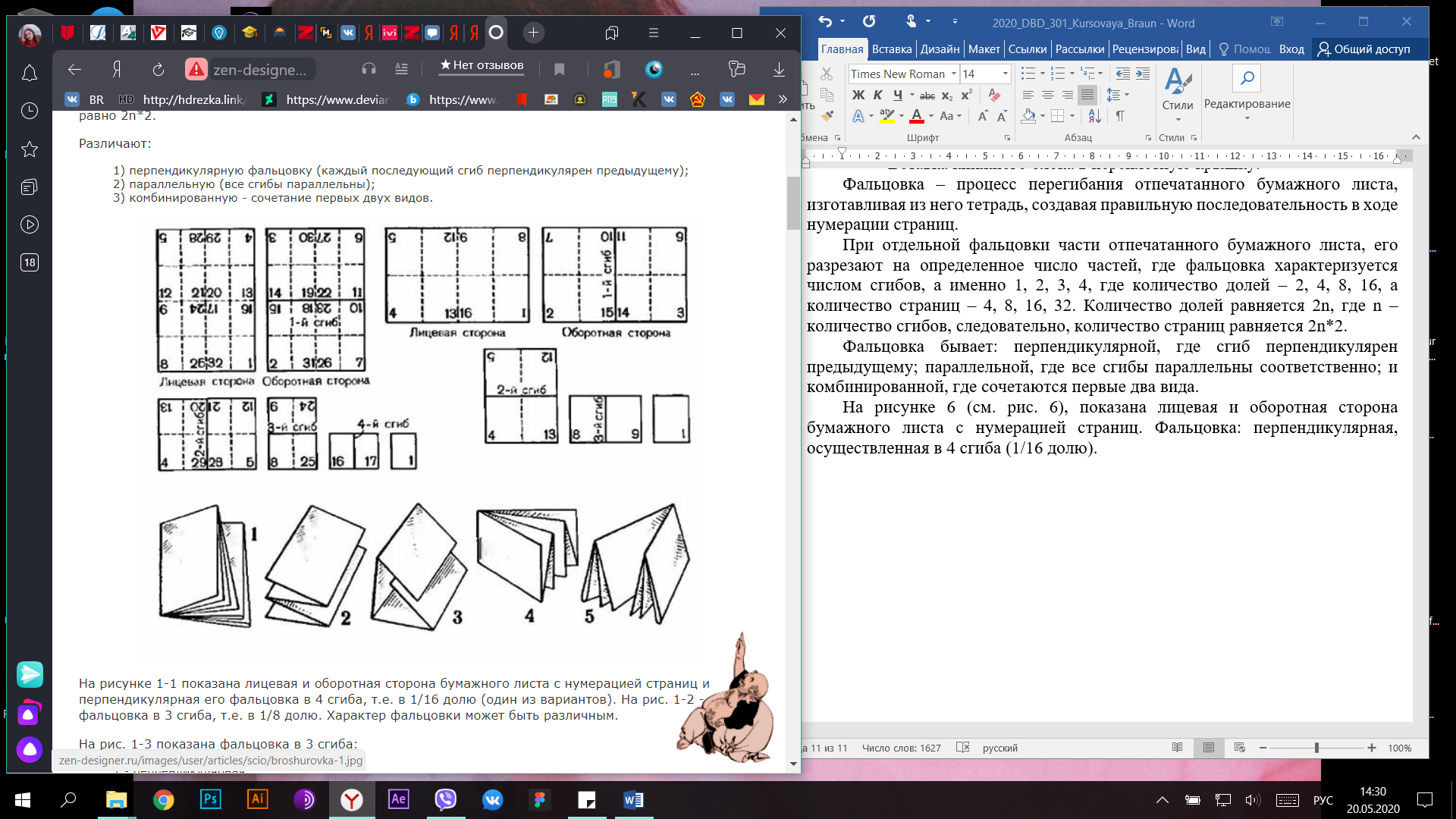
Рисунок 6. Лицевая и оборотная сторона бумажного листа
На рисунке 7 показана фальцовка в три сгиба, где 1 – перпендикулярна; 2 – параллельна, где сгиб осуществляется в противоположную предыдущей сторону; 3 – параллельна, где сгибы параллельны друг другу; 4 – комбинирована; и 5 – комбинирована альбомного формата, где корешок идет по короткой стороне (см. рис. 7).
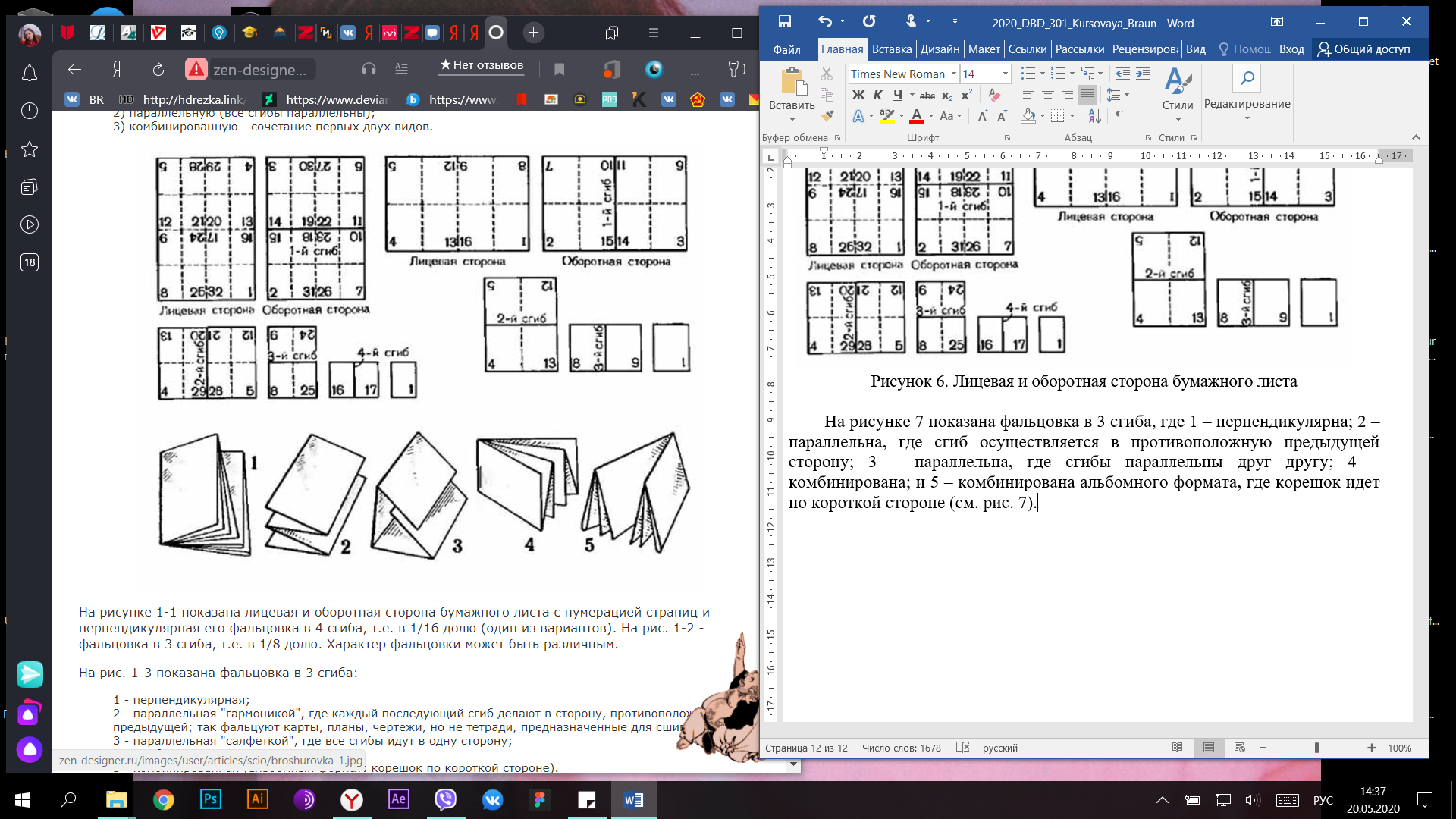
Рисунок 7. Фальцовка в три сгиба
Перпендикулярная фальцовка является наиболее популярной и часто используется при изготовлении детских книг, а также справочников по музеям и путеводители.
Следующим процессом является комплектовка блока, о которой говорилось ранее. Первый способ - она проводится подборкой (лист к листу), где тетради накладываются друг на друга в порядке их нумерации, и второй – вкладкой (лист в лист), где тетради накладываются друг в друга и применяется в малообъемных изданиях, требующих определенного спуска форм и фальцовки (см. рис. 8).
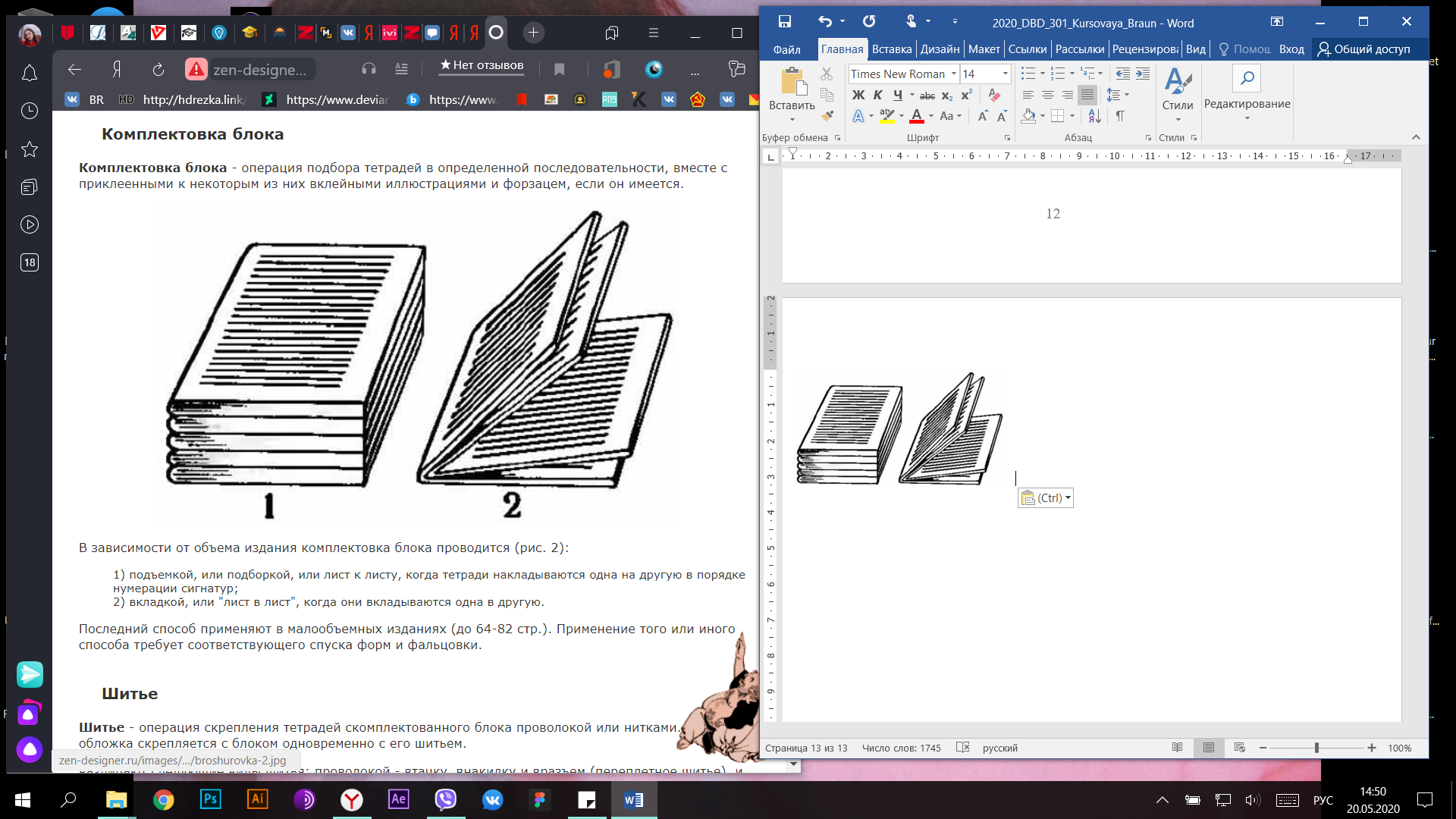
Рисунок 8. Комплектовка блока
Шитье – процесс скрепления тетрадей проволокой или нитками. Также обложка может скрепляться с блоком во время его шитья.
Блок, скомплектованный подборкой, где прошивают скобками через весь блок на расстоянии 4-5- мм от края корешка, называется шитьем втачку. При подобном шитье раскрывание книги затрудняется в ходе уменьшения ширины корешкового поля. В настоящее время такой вид скрепления уже не используется из-за недопустимости использования в книжных блоках (см. рис 9).
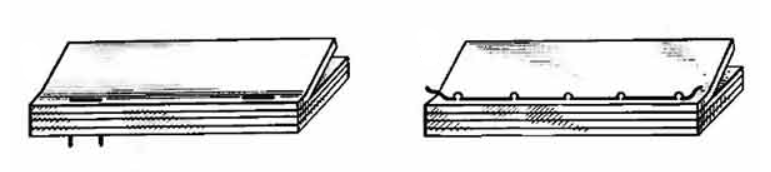
Рисунок 9. Шитье втачку
В блоке, скомплектованном вкладкой, где прошиваются скобки через сгиб в корешке насквозь, называется шитьем внакидку. Все тетради блока и концы скобок загибают внутри на сгибе, поэтому данный вид шитья также все реже применяется из-за успешного использования клеевых и механических способов скрепления (см. рис. 10).
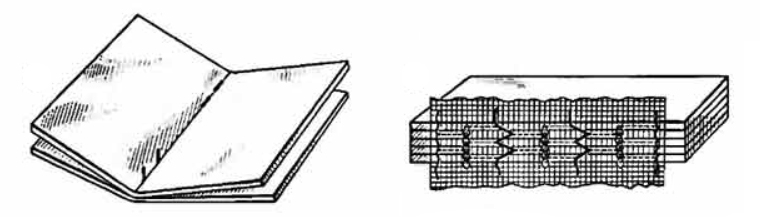
Рисунок 10. Шитье внакидку
Последовательное прошивание изнутри через сгиб и ткань скобками тетрадей блока, загибание концов снаружи, называется шитье вразъем. При этом скобы, которые прикрепляют каждую последующую тетрадь, сдвигаются в сторону, поэтому вид шитья часто применяется для переплетов книг и брошюр с объемом более 5 листов. Во время вставки в обложку, ткань срезают по контуру корешка, а если для вставки в переплетную крышку, то концы ткани оставляют, ширина которых 13-25 мм. Далее концы заклеивают приклейными листами форзаца. Шитье нитками производится таким же способом, что и проволокой. Блок прошивается от края корешка длинными стежками на расстоянии 5-8 мм. Шитье вразъем и нитками имеют один способ, с применением или без корешковой ткани, а именно марли или тесьмы (см. рис. 11).
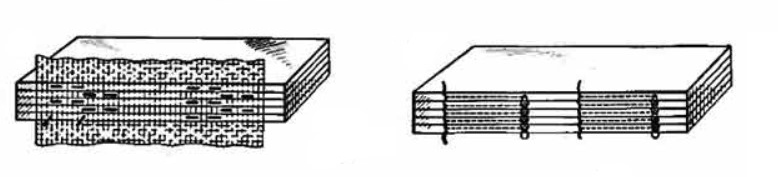
Рисунок 11. Шитье вразъем
Имеются и иные способы скрепления тетрадей блоков, например, бесшовное скрепление с помощью смазывания корешков эластичным клеем, или применение проволочной спирали, которую пропускают через отверстия в корешке блока.
В настоящее время наибольшее распространение имеют следующие виды скрепления: потетрадное шитье нитками без использования марли, благодаря обеспечиванию прочности и долговечности изделию, клеевое бесшвейное с фрезерованием корешка, из-за которого книжная продукция обладает хорошей раскрываемостью, и шитье проволокой внакидку, использующееся для печати малого объема книг, примером которого является школьные тетради и инструкции к применению бытовых приборов.
Несмотря на то, что швейно-клеевое скрепление имеет большое количество достоинств, но печать книг данным способом в России на данный момент не получила.
Обработка самого блока имеет следующие операции:
- Прессование, в ходе которого блок становится более компактным и подготовленным к следующим операциям;
- Заклейка корешка. Подразумевает собой промазывание клеем корешка для прочности скрепления тетрадей, а также придания ему жесткости;
- Сушка блока. Данная процедура осуществляется в специальных сушильных устройствах, где высушивается блок и занимает по времени несколько минут;
- Обжим корешка. Уменьшает толщину корешка;
- Обрезка блока. Выполняется с трех сторон на специальных трехножевых машинах;
- Закраска обреза. Процесс не имеет высокое распространение и применяется в определенных, ценных изданиях;
- Кругление корешка. Производится для придания корешку округлой формы, которая в свою очередь значительно уменьшает толщину.
- Кашировка. Придает корешку грибовидную форму и прочность, из-за чего сторонки переплетной крышки при закрытой книге не выступают за корешок Данный вид обработки необходимо осуществлять для книг большого объема;
- Приклеивание закладки. Некоторые издания снабжают свои книги ляссе. Классический вид – шелковая ленточка длиной больше диалонали блока на 2-3 мм, располагающаяся в верхней части корешка, служащая закладкой во время чтения;
- Наклеивание капитала. Обычно шелковая тесьма, имеющая ширину 12-16 мм с узорами, наклеиваемая на корешок у верхнего и нижнего обреза блока. Тесьму разрезают на кусочки, по длине которые равны ширине корешка блока, прибавляя 2 мм;
- Наклеивание бумаги. Производится для закрытия крепежного материала на корешке, а также в качестве дополнительного укрепителя, делая связь прочной. Классический материал – непроклеенная бумага 60 г.;
- Наклеивание гильзы. Представляет собой плотную бумагу, приклееваемая при изготовлении переплетных крышек особого типа для лучшего скрепления корешка большого объема книги, повышая эластичность раскрытия, а также скрытие неровностей отстава.
Обработка книжного блока имеет большой объем операций, затем подвергаясь сушке. По завершении продукт готов для вставки в переплетные крышки.
Закройка материала – процесс создания деталей переплетный крышки для книг определенного тиража по расчетам в соответствии с форматом, объемом книжного изделия и характером переплетной крышки. Детали заготовления: картонные сторонки, ткань для будущей обложки и корешка, отстав.
Процесс изготовления переплетной крышки выглядит следующим образом: совершение сборки, соединение деталей (намазка клеем, накладывание картонных сторонок и отстава на ткань, загиб). После высыхания крышек производится процесс печатания и тиснения, используя тертые краски, имеющие большую густоту и интенсивность. Такие краски выделяются среди обычных своей кроющей способностью и быстрым высыханием.
Вставка блока в обложку происходит скреплением блока с обложкой и делится не три вида:
- Обыкновенная, при котором обложка приклеивается только к корешку самого блока;
- Вроспуск, когда приклеивание происходит к корешку блока и его полю первой и последней страницы блока с закрытием шитья.
- С кантом, где края сторонок обложки выступают за пределы обреза. Такой вид используется в случае плотного материала, потому как канты имеют свойство легко заминаться.
Вставка блока в переплетную крышку заключается в следующем: устанавливается блок на корешок переплетной крышки, предварительно смазав внешнюю сторону гильзы клеем, плотно натягивая корешок на закрытые сторонки.
Процесс приклеивания форзаца осуществляется нанесением клея на приклейные его листки, склеивая с внутренней стороной все сторонки переплетной крышки. Одновременно с этим приклеивают и концы тесьмы, придавая законченный вид внутренней поверхности сторонок, закрывая их.
Завершающими этапами выступают прессовка и сушка, улучшая внешние данный книги и добиваясь компактности.
1.4. Отделочные работы и их виды
В настоящее время послепечатные процессы – одно из важнейших составляющих в полиграфии при производстве продукции, о чем уже ранее говорилось в данном исследовании. Благодаря видам отделки, каждая продукция имеет свой уникальный вид и черты, использование разного рода материалов делает той или иной продукт более долговечным и запоминающимся. Для некоторых видов полиграфической продукции отделка имеет наибольшее значение и является необходимым составляющим. Например, карманные календари принимают привычный вид только после прохождения этапа ламинации и скругления углов, а обложки каталогов и брошюр имеют свойства долговечности после лакировки.
Основные виды послепечатной отделки:
- Лакирование. Один из наиболее популярных видов отделки печатной продукции. В ходе процесса происходит нанесение лака на оттиск. Основные свойства лакирования: защита от истирания, придание глянца или однородную матовость продукту, защита интенсивных плашек темных тонов. Лакирование бывает сплошным, заполняя всю поверхность (см. рис. 12), и выборочным, при котором нанесение лака происходит частично (см. рис. 13). Для получения однородного покрытия, поверхность бумаги должна быть однородной по плотности и рельефу.

Рисунок 12. Сплошное лакирование
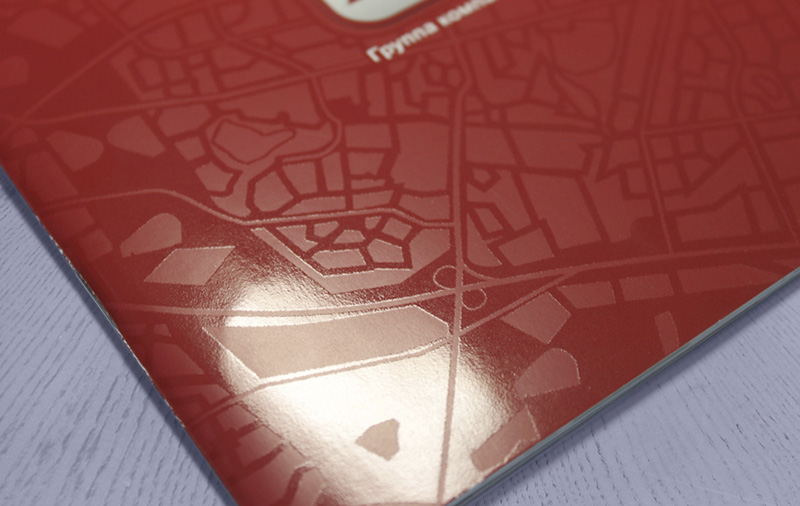
Рисунок 13. Выборочное лакирование
Большое распространение имеет офсетный, ВД-лак (водно-дисперсионный) и УФ-лак. Каждый из лаков имеет как матовые, так и глянцевые свойства.
Одинаковую структуру с офсетными красками имеет офсетный лак, который наносится через аппарат печатной секции. Тонкий слой лака трудно определить на глаз, но дополнительная защита оттиску сохраняется. Из всех выше перечисленных лаков, офесетный лак имеет менее дорогую цену.
ВД-лак имеет смежные свойства с офсетным, отличаясь долговечностью. По прошествии длительного времени он не будет желтеть. ВД-лак быстро высыхает и ускоряет фиксацию красок.
- УФ-лакирование. Данный вид лакирования представляет собой раствор акриловых смол и жидких полимеров, закрепляющихся на листе исключительно с помощью УФ-отверждения, в процессе которого образуется лаковая пленка. Является дорогостоящим и наиболее действенным среди конкурентов. Возможности УФ-лака: придание изделию декоративного эффекта, защита оттиска от внешних факторов.
Все существующие виды лаков наносятся в линию с печатью (по сырому) или отдельно (по сухому).
Лакировка распространяется как на изображения, так и на отдельные элементы оттиска. Значительный контраст между участками изделия достигается путем выборочного лакирования, выделяя нужные элементы, легко бросающиеся в глаза благодаря химическим свойствам лака.
Для его нанесения используют трафаретные печатные станки, которые в свою очередь бывают автоматическими и полуавтоматическими. Ручные не являются производительными, поэтому в настоящее время не используются при нанесении.
- Ламинирование. Определяет собой прозрачное полимерное покрытие (пленка) на оттисках, картоне или бумаге. Свойства ламинирования: презентабельный вид, защита от внешних воздействий.
Пленки для ламинации бывают матовыми, глянцевыми и текстурными, в свою очередь различаясь толщиной, где наиболее тонкой являются пленки 25-32 мкм, которые более экономичны и удобны в использовании (см. рис. 14, 15). Доступны также пленки выше 250 мкм, применяемые для ламинации изделий небольших тиражей, придавая продукту высокую жесткость и плотность, сравнимую с пластиковой картой.
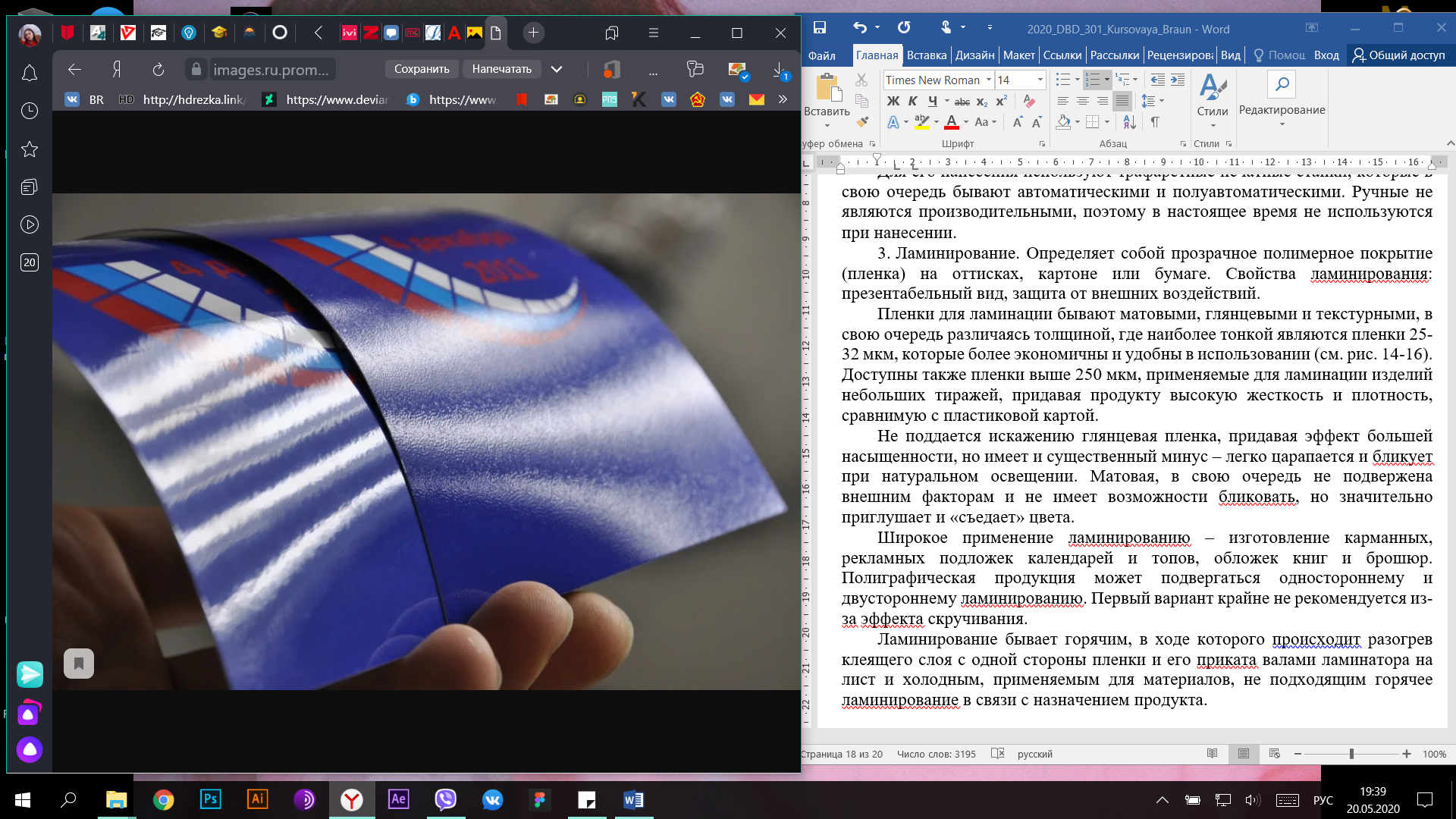
Рисунок 14. Глянцевое и текстурное ламинирование

Рисунок 15. Матовое ламинирование
Не поддается искажению глянцевая пленка, придавая эффект большей насыщенности, но имеет и существенный минус – легко царапается и бликует при натуральном освещении. Матовая, в свою очередь не подвержена внешним факторам и не имеет возможности бликовать, но значительно приглушает и «съедает» цвета.
Широкое применение ламинированию – изготовление карманных, рекламных подложек календарей и топов, обложек книг и брошюр. Полиграфическая продукция может подвергаться одностороннему и двустороннему ламинированию. Первый вариант крайне не рекомендуется из-за эффекта скручивания.
Ламинирование бывает горячим, в ходе которого происходит разогрев клеящего слоя с одной стороны пленки и его приката валами ламинатора на лист и холодным, применяемым для материалов, не подходящим горячее ламинирование в связи с назначением продукта.
- Тиснение и конгрев. Одним из видов послепечатной отделки, основанной на припрессовке фольги или получении выпуклого изображения без ее применения, является тиснение. Выполняется как горячим, так и холодным способом (см. рис. 16, 17). Распространенным видом считается тиснение фольгой, использующаяся под цвет серебра, золота, голографическая, перламутровая и однотонных цветов.
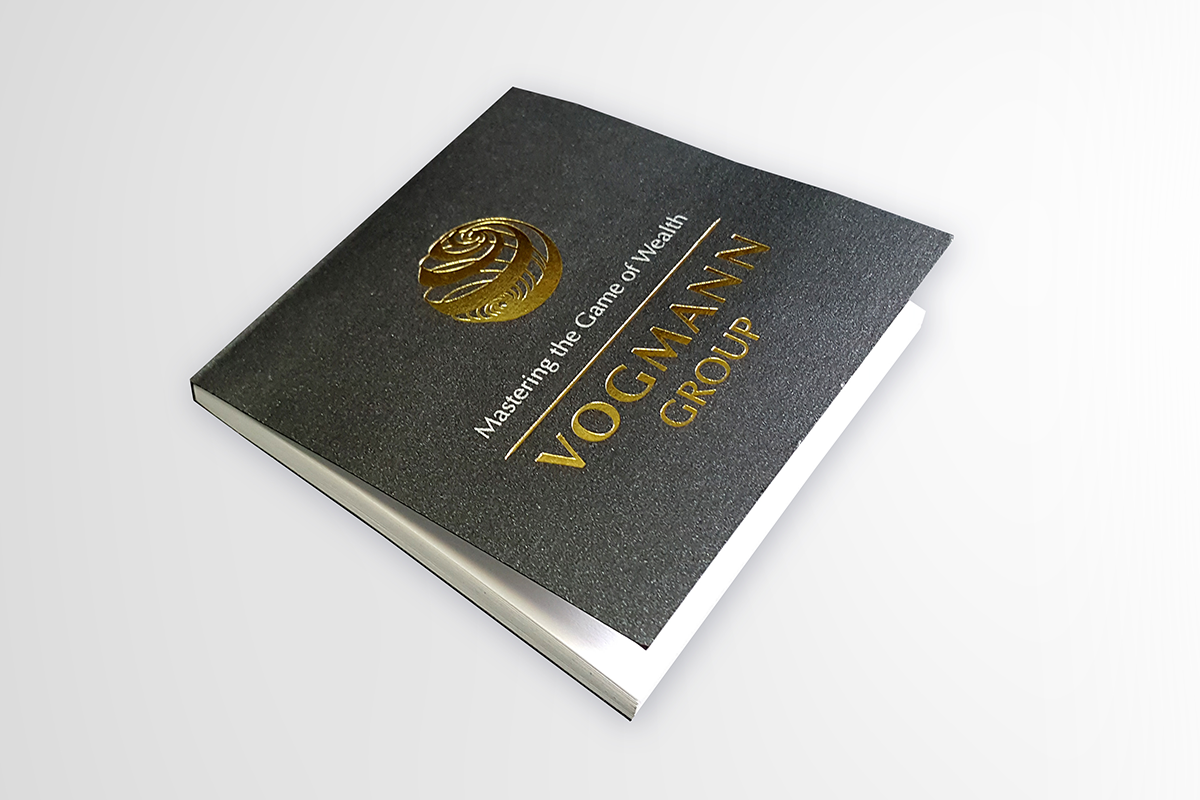
Рисунок 16. Горячее тиснение фольгой

Рисунок 17. Холодное тиснение фольгой
Выделяют следующие виды тиснения:
- Тиснение фольгой;
- Слепое тиснение;
- Конгревное тиснение с фольгой и без;
- Обратный конгрев;
- Припрессовка голограмм;
- Текстуирование.
Блинтовое (слепое) тиснение без использования фольги используется для получения гладкой поверхности оттиска на негладком изделии (см. рис. 18).
Материалы для оттсиков: бумага, картон, коленкоре, кожа, дерево.

Рисунок 18. Блинтовое тиснение
- Термоподнятие. Данный вид отделки осуществляется путем насыпания на еще сырую краску специального термографического порошка для достижения рельефного эффекта. Прилипший к краске порошок при нагревании вспенивается, образуя выпуклое изображение (см. рис. 19).
Термоподъем производится при любом виде печати, главное условие – наличие сырой краски на оттиске, к которой должен прилипнуть порошок. Сушка осуществляется в специальных аппаратах при небольших объемах. Для равномерного подъема используются прозрачные крупные порошки, при вспенивании которые окрашиваются в цвет краски. В настоящее время выпускаются порошки различных цветов, в том числе с металлизированными оттенками.
- Вырубка. Представляет собой высечку, с помощью которой изделию придается любая желаемая форма, создавая декоративные прорезные элементы (см. рис. 20).
Осуществление вырубки производится на специальном оборудовании, имеющих различные типы и форматы, с использованием предварительно изготовленного вырубного штампа, несущего на себя персональные контура ножи. Умелое сочетание материалов и видов продукции с осуществление вырубки придает продукту оригинальность и презентабельность.

Рисунок 19. Визитка с термоподъемом и текстурным лакированием
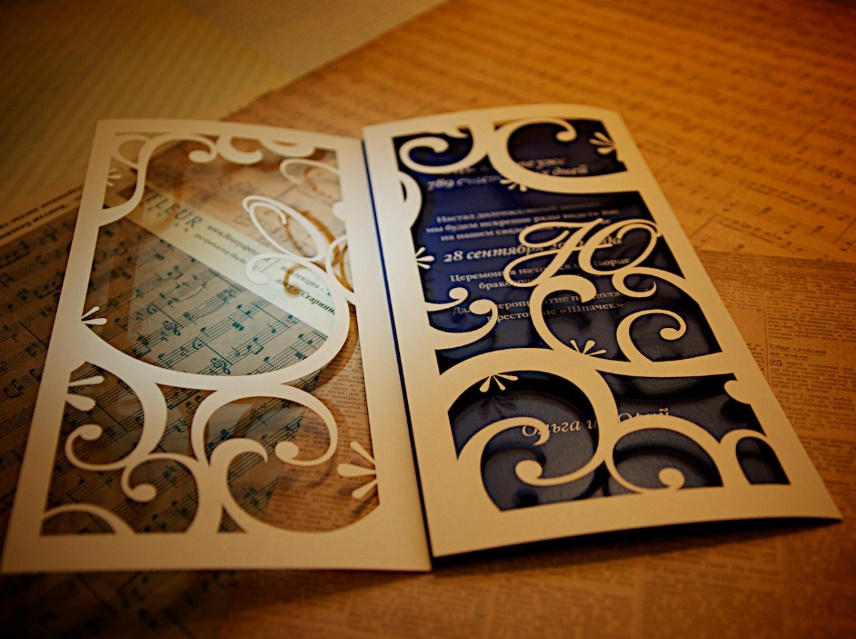
Рисунок 20. Открытка с использованием вырубки
ГЛАВА 2. ВЛИЯНИЕ ПОСЛЕПЕЧАТНОЙ ОБРАБОТКИ НА ПОЛИГРАФИЧЕСКУЮ ПРОДУКЦИЮ
2.1. Необходимость и роль послепечатных процессов в оформлении книжной многополосной продукции
Послепечатные процессы являются важным составляющим в производстве книжной многополосной продукции. Для получения качественного результата, производится ряд брошюровочно-переплетных работ, о которых говорилось ранее. Любое книжное издание состоит из двух конструктивных узлов, а именно книжного блока и обложки, исходя из этого, конечной стадией книжного производства в настоящее время предусматривается параллельное их изготовление, а после выполнение надежного соединения. Важно заметить, что вместо обложки часто используют переплетные крышки при изданиях, рассчитанных на средний или большой срок пользования, а блок может состоять из простых и сложных тетрадей.
Роль брошюровочно-переплетных процессов является ведущей среди видов послепечатных процессов, так как при их проведении происходит процесс превращения в книжное издание в виде скрепленных в корешке листов, покрытых обложкой. Конструкция обеспечивает длительную сохранность информации книжного изделия, свободный доступ к ее изучению, а также более удобным использование, включая визуальную составляющую. От того, насколько качественно будут выполнены брошюровочно-переплетные работы, будет зависеть привлекательность книжной продукции в итоге.
Внешние элементы книги ошибочно принимаются ее главным украшением, однако выполняют следующие функции: скрепление листов книги и защита от их повреждения и грязи, делая ее прочной; создание необходимой подачи для потребителя, передавая нужную информацию о книге.
Благодаря разным видам отделки достигается придание изделию характера и декоративности, где первое зависит от типа самого издания. Некоторые из отделочных процессов повышают износостойкость и влагостойкость продукту, создание оригинального визуального эффекта. Внешние элементы данного вида имеют как информативную, так и рекламную функцию.
Таким образом, оформление и способ изготовления внешних элементов разнообразен и зависит от вида книжной продукции и ее целевой аудитории. Современная технология предоставляет обширные возможности для создания книги как объекта искусства. Наиболее подготовленными являются подарочные книжные изделия, в которых применяются различные, включающие ручные, способы отделки. Несмотря на популярность использования разных видов отделки, многая книжная продукция обходится без помощи необычных внешних элементов, акцентируя внимание на других вещах или таким образом придавая определенный строгий стиль, выполняя качественные брошюровочно-переплетные работы.
2.2. Материалы, используемые для отделочных работ
Отделочные материалы – материалы, используемые в процессе осуществления отделочных работ.
Одним из важнейших способов отделки продукции является лакирование, осуществляемое с помощью нескольких лаков: масляный, ВД-лак, лаки-праймеры, УФ-лак.
Масляный лак по своему составу схож с офсетными красками, но не содержащий пигмента. Состав: твердые и алкидные смолы, высыхающие растительные и минеральные масла, воск и многие другие добавки. От смол, используемых в лаке, зависит глянец и устойчивость, как, например, с помощью лакирования масляным печатным лаком можно достичь матового или глянцевого эффекта, одновременно защищая поверхность оттиска. Такие лаки просты в использовании: можно осуществлять как сплошное, так и выборочное лакирование, корректировка свойств применяется с помощью тех же вспомогательных средств, как и в офсетных красках (см. рис. 21).

Рисунок 21. Масляные лаки
ВД-лак имеет существенную составляющую – полимеры, представляющие собой модифицированные акрилаты, которые могут быть твердыми и мягкими, в зависимости от строения молекул. Другими составляющими лака являются растворимые в воде смолы и дополнительные вещества, влияющие на его свойства: скользящая способность, пленкообразование, смачиваемость, натяжение. ВД-лаки закрепляются в процессе впитывания, нежели масляные лаки, которые подвержены высыханию.
Грунтовыми лаками, применяемыми для грунтовки запечатанного материала перед нанесением вд-лака, являются лаки-праймеры, так как при работе с офсетными красками, за один прогон «в линию», УФ-лакирование возможно только в машине с двумя лакировальными моделями, а для лакирования «по-сухому», обычным краскам необходима предварительная грунтовка оттисков. Нещелочестойкие и нестойкие к спирту краски изменяют цвет при лакировании без использования грунтовых лаков.
Пленка УФ-лака отличается своими механическими свойствами, эластична и химически инертна, закрепляется под воздействие УФ-излучения. Его состав: реактивные акрилаты, разбавители, фотоинициаторы и добавки. Добавляя акрилаты разного молекулярного веса, возможно получить лаки, имеющие различную вязкость, которая также зависит от способа лакирования.
Еще одним видом отделочных работ является ламинирование, происходящее покрыванием прозрачной пленкой бумагу и включающее в себя различные материалы, различающиеся способом ламинирования – горячим и холодным. В первом случае используется пленка, которая срастается с бумагой в результате нагрева валов ламинатора. Данный вид покрытия является самым распространенным.
Пленка для холодного ламинирования внешне похожа на большие листы скотча и не повержены нагреву в ходе работы. В зависимости от технологии изготовления, пленка бывает рулонной и пакетной. Рулонная пленка не имеет ограничений, поэтому удобна в использовании и наносится с одной или двух сторон. Имеет высокую производительность. Используется пленка не часто, для защиты хрупких документов и бумаг, которые подвержены воздействию высоких температур (см. рис. 22).

Рисунок 22. Рулонная пленка
Пленка для пакетного ламинирования напоминает книжную обложку, где внутренняя поверхность покрыта клеем. Процесс нанесения следующий: лист в пакетной пленке помещается в ламинатор, где проходя через аппарат, бумага герметично склеивается с пленкой. Использовать удобно, но имеет ограничения по размерам (см. рис. 23).

Рисунок 23. Пакетная пленка
Выдавливание на поверхность различных предметов с помощью клише, называется тиснение. Оттиски могут быть на любых материалах, начиная с бумаги и заканчивая деревом. Важная составляющая – пластичность поверхности. В блинтовом и конгревном тиснении результатом является оттиск штампа, которые изготавливаются из металлов, но имеет разный процесс получения.
Материалы для тиснения фольгой более разнообразны. Использование листа фольги делают рисунок контрастным и интересным (см. рис. 24). В ходе холодного фольгирования используется клей для смазывания, нежели в горячем, где частицы металла впаиваются в поверхность.

Рисунок 24. Фольга
ЗАКЛЮЧЕНИЕ
В последние годы во всех областях подготовки и производства произошли существенные изменения. Для конкурентоспособности на рынке печатной продукции, продукт должен удовлетворять требованиям качества и иметь соответствующую визуальную составляющую. Оба условия выполняются в ходе послепечатных работ, применяя современные машины и материалы для их достижения.
От качества выполненных брошюровочных, брошюровочно-переплетных и отделочных работ будет зависеть привлекательность изделия для предполагаемого потребителя. Для осуществления тех или иных процессов стоит также внимательно подбирать материалы. Важно знать, какой тип материала подходит видам издания, для чего применяется определенный вид отделки. Внешние элементы ошибочно принимаются ее главным украшением, однако выполняют следующие функции: скрепление и защита материала от их повреждения и грязи, придание прочности; создание необходимой подачи для потребителя, передавая нужную информацию о продукте.
В курсовом проекте были изучены основные понятия в области послепечатных процессов, рассмотрены виды отделочных, брошюровочных и брошюровочно-переплетных работ, их последовательность и актуальность в настоящее время, а также обозначена роль послепечатных процессов в оформлении книжной многополосной продукции, рассмотрены материалы, используемые для отделки и их дальнейшее влияние на изделия.
Университет производственных процессов на полиграфическом производстве включает в себя стадии, не существующие отдельно при осуществлении качественной работы. Каждый процесс охватывает обособленную часть производственной работы по созданию составных частей готового издания. Послепечатные процессы завершают проект, качественно обрабатывая блоки и выпуская готовую продукцию.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
Книги.
- Брингхерст, Р. Основы стиля в типографике. – М.: Издатель Д. Аронов, 2006. – 432 c.
- Калинин С.А. Издательское дело. – М.: Дрофа, 2001. – 195 с.
- Королькова, А. Живая типографика. – издание четвертое, исправленное. М.: Index Market, 2012. – 224 c.
- Кушнаренко Н.В. Делопроизводство: Учебное пособие. – М.: ЗАО «Бизнес-школа «Интел-Синтез», 2000. – 105 с.
- Левин Ю. С. Производственные процессы в полиграфии: Проектирование и расчет / Левин Ю. С. — М: Россия: Москва, 1985 – 98 с.
- Попова О.В., Сербиновский М.Ю., Чернобровкина Д.И. Основы полиграфии: Учебное пособие. – Таганрог: Изд-во ЮФУ, 2013. – 152 с.
- Полянский Н.Н. Основы полиграфического производства М.: Учебное пособие. – Россия: Москва, 2013. – 103 с.
- Раскин А.Н., Ромейков И.В., Бирюкова Н.Д., Муратов Ю.А., Ефремова А.Н. Технология печатных процессов М.: Учебное пособие. – Россия: Москва, 2014. – 178 с.
Электронные ресурсы.
- Клещев, О.И. Основы производственного мастерства: художественно-техническое редактирование: Учебное пособие [Электронный ресурс] Екатеринбург: Архитектон. 2015. – 107 с. – Режим доступа: http://biblioclub.ru
- Клещев, О.И. Технологии полиграфии: Учебное пособие [Электронный ресурс] Екатеринбург: Архитектон. 2015. – 108 с. – Режим доступа: http://biblioclub.ru


- Профессиональный спортивный клуб как объект управления (Теоретические понятия управления. Особенности управления в спортивном менеджменте)
- Методы сбора маркетинговой информации (Теоретические понятия маркетингового исследования как инструмента изучения спортивного болельщика)
- Пенсии за выслугу государственным служащим
- Гражданство как правовая категория конституционного права:понятие,основания приобретения,утраты и восстановления
- Выбор стиля руководства на предприятиях
- Политика развития персонала в системе стратегического управления кадровым направлением деятельности организации (Персонал и эффективность его использования)
- Основы программирования на языке QBasic (Теоретические основы программирования в среде QBASIC)
- Направления денежно- кредитной политики в период 2016-2018 гг
- Местное самоуправление в России : история и современность (МЕСТНОЕ САМОУПРАВЛЕНИЕ: ПОНЯТИЕ И ИСТОРИЯ РАЗВИТИЯ В РОССИИ)
- Корпоративная культура в организации (ПОНЯТИЕ КОРПОРОТИВНОЙ КУЛЬТУРЫ ОРГАНИЗАЦИИ)
- Понятие и виды правосознания ( Правосознание как форма общественного сознания)
- История советской типографики. Обзор работ советских художников шрифтовиков