
Организационные типы производств

Промышленные предприятия различаются по структуре и объёму выпускаемой продукции, широте и устойчивости её номенклатуры. В зависимости от этих факторов рабочие места, участки, цехи и предприятия подразделяются на несколько организационных типов производства.
Под типом производства понимают степень постоянства загрузки рабочих мест одной и той же производственной работой и связанные с ней особенности в экономике, технологии, организации и планировании производства.
Основным признаком деления на типы производства является специализация рабочих мест. Её уровень определяется с помощью коэффициента серийности, который показывает среднее количество детале-операций, выполняемых на одном рабочем месте.
Тип производства определяет структуру предприятия и цехов, характер загрузки рабочих мест и движения предметов труда в процессе производства. Каждый тип производства имеет свои особенности организации производства, применяемого оборудования, состава и квалификации кадров, а также материально технического обеспечения.
Различают три основных типа производства: единичное, серийное и массовое.
Единичное производство характеризуется отсутствием постоянного закрепления операций за рабочими местами, поскольку большое количество видов и типоразмеров продукции изготовляется по разовым заказам. Производство этой продукции не повторяется или повторяется через неопределенные промежутки времени. Технологический процесс и нормативы разрабатываются с указанием межцеховых маршрутов и необходимого оборудования. Оборудование, инструмент и приспособления преимущественно универсальные. Оборудование располагается по группам однотипных станков. Доработка технологического процесса на рабочих местах требует применения труда рабочих высокой квалификации. Коэффициент серийности не регламентируется и может быть более 40.
Предприятия с единичным типом производства рассчитаны на изготовление продукции ограниченного потребления. Это могут быть прокатные станы, турбины для электростанций, экскаваторы большой мощности, экспериментальные и опытные образцы разрабатываемой продукции, предметы роскоши .
Серийное производство характеризуется закреплением за рабочими местами ограниченного количества операций, которые повторяются через определенные промежутки времени. Предметы труда запускаются в производство периодическими партиями (сериями). Под партией понимается количество конструктивно-технологических изделий, запускаемых в производство одновременно или последовательно.
Однородность конструктивных решений и изделий позволяет изготавливать значительное число унифицированных деталей. Это даёт возможность закрепить за рабочими местами ряд деталей (операций) для постоянного или периодически повторяющегося выполнения.
Повторяемость выполнения операций экономически оправдывает использование наряду с универсальным и специализированного оборудования, приспособлений и инструментов, приводит к специализации рабочих мест. В большинстве случаев необходима средняя квалификация рабочих. Это даёт возможность в условиях серийного производства снизить себестоимость продукции, повысить производительность труда и сократить длительность производственного цикла.
В серийном производстве детально разрабатывается технологический процесс, позволяющий снижать припуски на обработку, повышать точность заготовок.
В зависимости от номенклатуры продукции, уровня специализации рабочих мест различают мелко-, средне- и крупносерийное производства.
Мелкосерийное производство характеризуется выпуском продукции в небольших количествах и разнообразной номенклатурой изделий. Величина коэффициента серийности составляет 21-40.
Крупносерийное производство специализируется на выпуске продукции сравнительно узкой номенклатуры изделий в больших количествах. Оно характерно для многих процессов в машиностроении, для обувных и швейных предприятий. Коэффициент серийности равен 2 - 10.
Среднесерийное производство является промежуточным между мелко- и крупносерийным.
Массовое производство характерно ограниченной номенклатурой обрабатываемой продукции при больших масштабах её производства, например, часы, телевизоры, холодильники и др. Значение коэффициента серийности равно 1. В этом случае используется специализированное оборудование. Широко применяются станки-автоматы, автоматические линии. Рабочие выполняют ограниченный круг операций. Как правило, работу могут выполнять рабочие низкой квалификации. Технологический процесс разрабатывается подробно на каждую операцию с указанием режимов работы оборудования, норм затрат времени, материалов. Оборудование располагается по ходу технологического процесса, применяется параллельное сочетание операций, что приводит к значительному сокращению длительности производственного цикла, величины заделов, достигается очень высокая производительность труда и значительно снижаются затраты на производство продукции. Выбор предприятием организационного типа производства определяют факторы, влияющие на тип производства.
Сравнительная технико-экономическая характеристика типов производства
|
Параметр |
Тип производства |
||
|
Единичное |
Серийное |
Массовое |
|
|
Номенклатура продукции |
"Широкая" (неограниченная) |
Ограниченная сериями |
"Узкая" (один или несколько видов) |
|
Постоянство номенклатуры продукции |
Не повторяется |
Периодически повторяется |
Постоянный выпуск одинаковых изделий |
|
Специализация рабочих мест |
Разные операции |
Периодически повторяющиеся операции |
Одна постоянно повторяющаяся операция |
|
Тип оборудования |
Универсальное |
Специализированное |
Специальное |
|
Расположение оборудования |
Технологический принцип |
Предметно-технологический принцип |
Предметный принцип |
|
Оснастка |
Универсальная |
Унифицированная |
Специальная |
|
Квалификация рабочих мест |
Высокая |
Средняя |
Низкая |
|
Себестоимость единицы продукции |
Высокая |
Средняя |
Низкая |
Для единичного типа производства характерна разработка укрупненных технологических процессов и нормативов, в которых отмечаются межцеховой технологический маршрут и необходимое оборудование. Уточнение и доработка технологических процессов осуществляется в цехах и на рабочих местах, которые нуждается в высокой универсальной квалификации рабочих. Оборудование, инструмент и приспособления преимущественно универсальные. Его габариты и кинематические возможности должны обеспечивать выполнение разнообразных работ данного профиля. Оборудования располагается по однотипным группам. Рабочие места, которые не имеют закрепленных за ними операций, загружаются разнообразными операциями без определенной очередности.
Предприятия с единичным типом производства рассчитаны на изготовление продукции ограниченного потребления в народном хозяйстве, например прокатные станы, экскаваторы большой мощности, турбины для электростанций.
Серийный тип производства характеризуется изготовлением ограниченной номенклатуры изделий, которая периодически повторяется. Изделия запускаются в производство сериями, детали обрабатываются партиями в определенной, заранее установленной периодичности.
Под серией понимается количество конструктивно-технологически одинаковых изделий, запускаемых в производство одновременно или последовательно.
В зависимости от масштабов, номенклатуры продукции, уровня специализации рабочих мест различают мелко-, крупно- и среднесерийное производства.
Мелкосерийное производство характеризуется выпуском продукции в небольших количествах и разнообразной номенклатуры изделий.
Крупносерийное производство специализируется на выпуске продукции сравнительно узкой номенклатуры изделий в больших количествах. Оно характерно для многих процессов в машиностроении, для обувных и швейных предприятий.
Среднесерийное производство является промежуточным между мелко- и крупносерийным.
Для массового производства характерна ограниченная номенклатура обрабатываемой продукции при больших масштабах ее производства (телевизоры, холодильники, стиральные машины, трактора, автомобили, часы).
Используется специальное оборудование, инструмент и технологическое оснащение. Широко применяются станки-автоматы, манипуляторы, автоматические линии. Технологический процесс разрабатывается подробно на каждую операцию с указанием инструмента, режимов работы оборудования, норм затрат времени, материалов. Рабочие выполняют ограниченный круг операций и имеют узкую специализацию. Оборудования располагается по ходу технологического процесса, применяется параллельный метод соединения операций, что ведет к значительному сокращению продолжительности производственного цикла, уменьшению незавершенного производства, повышению производительности труда и снижению затрат на изготовление продукции.
Тип производства существенным образом влияет на особенности деятельности предприятия, его экономические показатели, производственную структуру, характер технологических процессов, их оснащение, формы организации производства и работы, систему планирования, контроля и оперативного управления.
- Понятие и значение производственного цикла.
Производственный цикл — один из важнейших технико-экономических показателей, который является исходным для расчета многих показателей производственно-хозяйственной деятельности предприятия. На его основе, например, устанавливаются сроки запуска изделия в производство с учетом сроков его выпуска, рассчитываются мощности производственных подразделений, определяется объем незавершенного производства и осуществляются другие планово-производственные расчеты.
Производственный цикл изготовления изделия (партии) представляет собой календарный период нахождения его в производстве от запуска исходных материалов и полуфабрикатов в основное производство до получения готового изделия (партии).
Структура цикла
Структура производственного цикла включает время выполнения основных, вспомогательных операций и перерывов в изготовлении изделий.
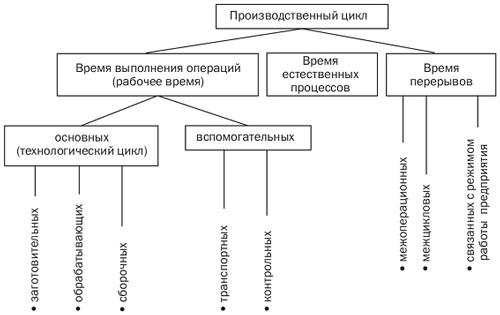
Структура производственного цикла
Время выполнения основных операций обработки изделий составляет технологический цикл и определяет время, в течение которого осуществляется прямое или косвенное воздействие человека на предмет труда.
Перерывы могут быть разделены на две группы:
- перерывы, связанные с установленным на предприятии режимом работы, — нерабочие дни и смены, междусменные и обеденные перерывы, внутрисменные регламентированные перерывы для отдыха рабочих и т.п.;
- перерывы, обусловленные организационно-техническими причинами, — ожидание освобождения рабочего места, ожидание на сборке комплектующих узлов и деталей, неравенство производственных ритмов на смежных, т.е. зависимых друг от друга, рабочих местах, отсутствие энергии, материалов или транспортных средств и т.д.:
Расчет длительности производного цикла

Тп.ц, Ттехн - соответственно длительность производственного и технологического циклов;
Тпер — продолжительность перерывов;
Тест.пр — время естественных процессов.
При расчете длительности производственного цикла Тп.ц учитываются лишь те затраты времени, которые не перекрываются временем технологических операций (например, затраты времени на контроль, транспортирование изделий). Перерывы, вызванные организационно-техническими неполадками (несвоевременное обеспечение рабочего места материалом, инструментами, нарушение трудовой дисциплины и т.п.), при расчете плановой длительности производственного цикла не учитываются.
При расчете длительности производственного цикла необходимо учитывать особенности движения предмета труда по операциям, существующим на предприятии. Обычно используется один из трех видов: последовательный, параллельный, параллельно-последовательный.
При последовательном движении обработка партии одноименных предметов труда на каждой последующей операции начинается лишь тогда, когда вся партия прошла обработку на предыдущей операции.
Пример 8.1.
Допустим, требуется обработать партию, состоящую из трех изделий (n = 3); число операций обработки (m = 4), нормы времени но операциям составляют:  = 10,
= 10, = 40,
= 40, = 20,
= 20, = 10 мин.
= 10 мин.
Для этого случая длительность цикла
Тц(посл) = 3(10 + 40 + 20 + 10) = 240 мин.
Так как ряд операций может выполняться не на одном, а на нескольких рабочих местах, длительность производственного цикла при последовательном движении в общем случае имеет вид
где  , — число рабочих мест.
, — число рабочих мест.
При параллельном движении передача предметов труда на последующую операцию осуществляется поштучно или транспортной партией сразу после обработки на предыдущей операции:

где р — размер транспортной партии, шт; tmах — время выполнения наиболее продолжительной операции, мин; Сmax — число рабочих мест на наиболее продолжительной операции. Для рассмотренного выше примера: р = 1.
Тц(пар) = (10 + 40 + 20 + 10) + (3 — 1)40 = 160 мин.
При параллельном виде движения длительность производственного цикла значительно сокращается.
При параллельно-последовательном виде движения предметы труда передаются на последующую операцию по мерс их обработки на предыдущей поштучно или транспортной партией, при этом время выполнения смежных операций частично совмещается таким образом, что партия изделий обрабатывается на каждой операции без перерывов.
Длительность производственного цикла может быть определена как разность между длительностью цикла при последовательном виде движения и суммарной экономией времени по сравнению с последовательным видом движения, за счет частичного перекрытия времени выполнения каждой пары смежных операций:
Для примера 8.1: р = 1.
240 — (3 — 1)(10 + 20 + 10) = 160 мин.
Продолжительность цикла
На продолжительность производственного цикла влияет множество факторов: технологических, организационных и экономических. Технологические процессы, их сложность и многообразие, техническая оснащенность предопределяют время обработки деталей и продолжительность сборочных процессов. Организационные факторы движения предметов труда в процессе обработки связаны с организацией рабочих мест, самого труда и его оплатой. Организационные условия в еще большей степени влияют на продолжительность выполнения вспомогательных операций, обслуживающих процессов и перерывы.
Экономические факторы обусловливают уровень механизации и оснащенность процессов (а следовательно, их длительность), нормативы незавершенного производства.
Чем быстрее совершается производственный процесс (чем меньше длительность производственного цикла), являющийся одним из элементов кругооборота оборотных средств, тем больше будет скорость их оборачиваемости, тем большее число оборотов они совершают в течение года.
В результате происходит высвобождение денежных ресурсов, которые могут быть использованы для расширения производства на данном предприятии.
По той же причине происходит сокращение (абсолютное или относительное) объема незавершенного производства. А это означает высвобождение оборотных средств в их вещественной форме, т.е. в форме конкретных материальных ресурсов.
Производственная мощность предприятия или цеха прямо зависит от длительности производственного цикла. Под производственной мощностью понимается максимально возможный выпуск продукции в плановом периоде. И поэтому ясно, что, чем меньше затрачивается времени на производство одного изделия, тем большее их число может быть изготовлено за тот же период времени.
Производительность труда при сокращении длительности производственного цикла повышается в результате увеличения объема выпуска продукции за счет увеличения производственной мощности, что приводит к уменьшению доли труда вспомогательных рабочих в единице продукции, а также доли труда специалистов и служащих.
Себестоимость продукции при сокращении производственного цикла снижается за счет уменьшения в себестоимости единицы продукции доли общезаводских и цеховых расходов при увеличении производственной мощности.
Таким образом, сокращение длительности производственного цикла — один из важнейших источников интенсификации и повышения эффективности производства на промышленных предприятиях.
Резервом уменьшения длительности производственного цикла служит совершенствование техники и технологии, применение непрерывных и совмещенных технологических процессов, углубление специализации и кооперирования, внедрение методов научной организации труда и обслуживания рабочих мест, робототехники.
- Формы и методы организации производства.
Специализация - это процесс сосредоточения выпуска определенных видов продукции
в отдельных отраслях промышленности, на отдельных предприятиях и их подразделениях, то есть это процесс производства однородной продукции или выполнения отдельных технологических операций.
Специализация производства представляет собой одну из форм разделения общественного труда и организации производства.
Специализация производства в промышленности осуществляется в трех формах:
предметной, подетальной, технологической.
Предметная специализация означает сосредоточение производства определенных видов продукции конечного потребления.
Подетальная специализация - сосредоточение производства определенных деталей и агрегатов, заготовок и полуфабрикатов, а также выполнения отдельных технологических процессов.
Технологическая специализация (или постадийная) - превращение отдельных фаз производства или операций в самостоятельные производства.
В зависимости от масштабности различают внутриотраслевую, межотраслевую и межгосударственную специализацию. Высшей ступенью является межгосударственная специализация, то есть специализация стран в рамках ближнего и дальнего зарубежья.
Показатели уровня специализации должны отвечать следующим объективным требованиям:
- давать однозначную оценку уровня специализации, которая позволяет сравнивать специализацию различных предприятий и производств;
- показывать относительный уровень экономической эффективности специализации;
- допускать агрегирование от низшего звена производства (участка, цеха) до высшего (отрасли и промышленности в целом);
- реагировать на изменения технического уровня производства;
- отличаться простотой расчета, планирования и учета;
- обладать универсальностью применения.
Кооперирование - это форма производственных связей между предприятиями, совместно изготовляющими продукцию.
Различают кооперирование по отраслевому и территориальному принципам.
Кооперирование по отраслевому принципу делится на внутриотраслевое, а по территориальному - на внутрирайонное и межрайонное. Внутрирайонное кооперирование способствует комплексному развитию хозяйства в отдельных районах и является важным условием лучшего использования местных ресурсов и производственных возможностей. Однако по многим изделиям промышленности кооперирование в рамках одного экономического района не всегда позволяет рационально использовать производственные мощности предприятий. В этих случаях целесообразно организовать межрайонное кооперирование.
Уровень кооперирования определяется следующими основными показателями:
- удельным весом в себестоимости выпускаемой предприятием продукции комплектующих изделий и полуфабрикатов, получаемых по кооперационным связям;
- удельным весом полуфабрикатов, изготовляемых предприятием на сторону, в общем их выпуске и в выпуске всей продукции;
- количество предприятий, кооперирующихся с данным предприятием.
Специализация тесно связана с кооперированием производства. Экономическая эффективность специализации и кооперирования – результат организационно-плановых мероприятий и повышения технического уровня производства.
Экономический эффект (Э) от развития специализации и кооперирования можно определить по формуле:
Э = [(С1 – С2) - (3тр2 – Зтр1)] V2 – EнґDК+DП;
Где
С1, С2 - себестоимость единицы продукции до и после специализации;
3тр1, 3тр2 - транспортные расходы на единицу продукции до и после специализации;
V2 - объем выпуска продукции после специализации;
Ен - нормативный коэффициент эффективности капитальных вложений;
DE - дополнительные капитальные вложения, необходимые для осуществления специализации производства;
DП - дополнительная прибыль, полученная за счет улучшения качества продукции вследствие специализации производства.
Развитие специализации и кооперирования производства приносит не только положительный эффект, но и отрицательный.
К недостаткам специализации и кооперирования следует прежде всего отнести:
- рост транспортных расходов на единицу продукции вследствие увеличения радиуса кооперирования;
- монотонность в работе, поэтому необходимо принимать определенные меры по снижению отрицательного воздействия этого явления на работника.
- Экономическая сущность структуры и инфраструктуры предприятия.
Структура и инфраструктура предприятий
Структура предприятия – это состав и соотношение его внутренних звеньев: цехов, отделов, лабораторий и других компонентов, составляющих единый хозяйственный объект.
Структура предприятия определяется следующими основными факторами:
1) размером предприятия;
2) отраслью производства;
3) уровнем технологии и специализации предприятия.
Какой-либо устойчивой стандартной структуры не существует. Она постоянно корректируется под воздействием производственно-экономической конъюнктуры, научно-технического прогресса и социально-экономических процессов.
Структура предприятия бывает отраслевая и производственная. Отраслевая принадлежность почти всегда в той или иной мере оказывает влияние на структуру предприятия и его размеры. Структура предприятия непосредственно складывается под воздействием отраслевой технологии производства. Чем выше сложность технологического процесса, тем более разветвленной и громоздкой оказывается структура предприятия (и его размеры).
Непосредственное влияние на структуру внутренних подразделений предприятия оказывают его масштабы. Для выполнения разнообразных обязанностей на крупных и средних по размерам предприятиях создаются специальные структурные подразделения – отделы, цехи. На малых предприятиях указанные обязанности распределяются среди персонала по взаимной договоренности.
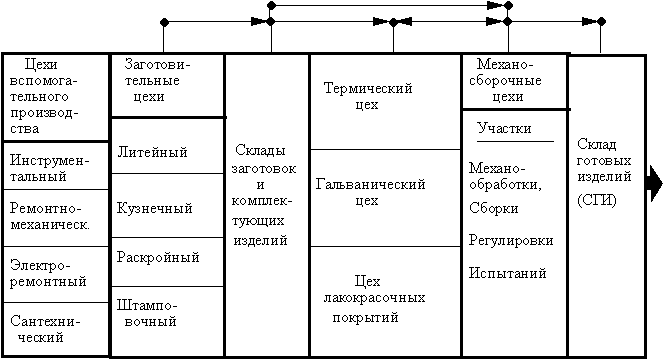
Принципиальная схема структуры предприятия включает в себя:
1) цеха основного производства;
2) вспомогательные и обслуживающие цеха, склады;
3) функциональные отделы (лаборатории, другие непроизводственные службы);
4) прочие организации (подсобные, бытовые);
5) органы управления предприятием.
Основные цеха могут делиться на группы (заготовительные, обрабатывающие, сборочные, отделочные и др.). Отделы и лаборатории тоже непосредственно классифицируются в зависимости от конкретных задач.
Органы управления как бы связывают между собой все структурные звенья предприятия.
В отличие от крупных предприятий функции структурных звеньев малых предприятий не дифференцируются, а наоборот, интегрируются иногда до такой степени, что директор одновременно может выполнять функции главного бухгалтера или мастера.
К цехам основного производства относятся цеха, в которых непосредственно изготовляется продукция, предназначенная для реализации потребителям.
Все остальные структурные подразделения относятся к внутренней инфраструктуре (инфраструктура предприятия), так как они помогают осуществлению непосредственной деятельности предприятия.
В задачу обслуживающих цехов входит обеспечение нормальной, бесперебойной работы основных цехов. Это цеха по изготовлению, ремонту, заточке, настройке инструмента, инвентаря и иному, по надзору и ремонту оборудования, машин, зданий и сооружений, обеспечению электричеством и теплом, транспортировке сырья, готовой продукции и отходов, по очистке и уборке, склады предприятия. Вспомогательные цеха непосредственно не связаны с производством – заготовка и хранение сырья, материалов, утилизация отходов и мусора. К вспомогательному производству могут относиться буфеты и столовые, медпункты, базы отдыха и т. п. Побочные цеха вырабатывают продукцию, не имеющую прямого отношения к основному назначению предприятия, это переработка отходов основного производства.
Существует три вида производственной структуры предприятия:
1) при предметной структуре основные цеха предприятия, их участки строятся по признаку изготовления каждым из них либо определенного изделия, либо какой-нибудь из его частей, либо группы частей. Предметная структура упрощает и ограничивает производственные взаимосвязи между цехами, сокращает путь движения составляющих продукции, удешевляет межцеховой и цеховой транспорт;
2) технологическая структура определяет четкую технологическую обособленность. Этот тип производственной структуры упрощает руководство цехом, позволяет маневрировать расстановкой людей, облегчает перестройку производства с одного изделия на другое. Отрицательные черты: сложности во взаимосвязи между цехами и маршрутными движениями, долгая переналадка оборудования;
3) смешанная структура характеризуется наличием у одного и того же предприятия цехов или отделов, сформированных как по предметной, так и по технологической структуре.
- Факторы, определяющие производственную структуру предприятия.
Система устойчивого взаимодействия между подразделениями предприятия (участками, цехами), обусловленная сложившимся разделением и кооперацией труда, образует производственную структуру предприятия.
Производственная структура предприятия является формой организации производственного процесса на нем и оказывает значительное влияние на экономику предприятия. Производственная структура существенно определяет непрерывность производственного процесса, ритмичность изготовления продукции, сокращение размера незавершенного производства, уровень производительности труда, эффективность использования материальных и трудовых ресурсов предприятия. Большое влияние производственная структура оказывает и на качество изготовляемой продукции.
К факторам, определяющим производственную структуру предприятия, относятся:
• уровень разделения труда;
• уровень специализации и кооперирования производства;
• степень конкуренции;
• уровень развития техники, технологии и организации производства;
• характер производимой продукции, номенклатура, ассортимент и объем выпуска, трудоемкость изготовления продукции;
• степень вовлеченности в процессы глобализации производства и международное разделение труда.
Уровень разделения труда характеризует достигнутый прогресс в сфере развития производительных сил. Различают общее, особенное и частное (единичное) разделение труда. Под общим разделением труда понимается его разделение на крупные подразделения общественного производства — промышленность, строительство, транспорт и сельское хозяйство. Под особенным разделением труда понимается разделение крупных подразделений на соответствующие отрасли промышленности (например, металлургия, деревообработка, химическая промышленность и т.п.). Под частным, или единичным, разделением труда понимают разделение труда внутри предприятия. Уровень специализации и кооперированияпроизводства, являясь более конкретной формой разделения труда, определяет характер взаимосвязи между подразделениями предприятий.
Степень конкуренции во многом определяет специфику производственной структуры, способствуя ее постоянному совершенствованию и использованию новых технологий, механизмов и прочего оборудования в целях выпуска наиболее конкурентоспособной продукции.
Каждому этапу развития производительных сил, который в свою очередь определяется уровнем развития техники и технологии производства, соответствует определенная производственная структура предприятия. Она должна соответствовать этому уровню, и только в этом случае будет способствовать повышению эффективности работы предприятия и его конкурентоспособности.
Характер производимой продукции, номенклатура, ассортимент и объем выпуска, обоснованные расчетами производственной мощности предприятия задают необходимую производственную структуру предприятия.
Степень вовлеченности в процессы глобализации производства в последнее время становятся во многом задающими факторами воздействия со стороны мирового рынка на производственную структуру предприятий, которые участвуют в международном разделении труда.
Производственная структура предприятия в любой социально-экономической системе должна обеспечивать:
• пропорциональность всех подразделений предприятия;
• соответствие организационной структуре предприятия;
• соответствие кадровому потенциалу предприятия.
- Массовое производство как наиболее прогрессивный тип производства.
Один из наиболее прогрессивных способов организации выпуска продукции, характеризующийся расчленением производственного процесса на отдельные краткосрочные операции.
Развитие
Вплоть до XVII столетия в Европе и Новом Свете преобладал кустарный вид производства. Все изменила промышленная революция, родиной которой принято считать Британию и Нидерланды. Она поспособствовала появлению множества мелких и средних мануфактур, а также полноценных заводов, часть из которых работает до сих пор.
В начале ХХ столетия благодаря усилиям американского предпринимателя Генри Форда массовое производство вышло на более высокий уровень. На его предприятии, специализирующимся на выпуске легковых автомобилей среднего класса, был впервые использован конвейерный тип сборки, что позволило в разы увеличить количество выпускаемой продукции и существенно уменьшить ее себестоимость.
Бурное развитие массового производства в 1920-х годах привело к одному из самых тяжелых экономических кризисов в истории человечества. Огромное количество товара, которым был заполнен рынок в 1929-1933 годах, население просто не успевало раскупать. В свою очередь, это спровоцировало банкротство многих предприятий и беспрецедентный рост безработицы.
После окончания Второй Мировой войны крупные промышленники при организации массового производства, в первую очередь, руководствовались данными о спросе на продукцию на внутреннем и международном рынках. Это позволяло после запуска промышленной линии не допускать так называемого «перепроизводства» товаров.
Отличительные черты
- узкая номенклатура;
- крупные объемы выпускаемой (в некоторых случаях — ремонтируемой) продукции;
- полное отсутствие межоперационных складских помещений;
- относительно небольшие грузопотоки на большей части участков производства;
- высокий уровень автоматизации и механизации всей техники, использующейся на производстве;
- применение специализированного высокопроизводительного оборудования;
- ритмичность и синхронность выполнения всех производственных операций;
- непрерывность процесса производства;
- низкая квалификация операторов станков;
- расположение оборудования в порядке выполнения операций (так называемое «поточное расположение»).
Сферы использования
Массовое производство активно используется в разных сферах. Чаще всего к нему прибегают предприятия, задействованные в:
- тяжелой промышленности, автомобиле- и тракторостроении, металлопрокате и т.д.;
- легкой промышленности — организация массового производства характерна для швейных фабрик, предприятий, специализирующихся на изготовлении обуви, заводов, выпускающих разнообразную бытовую технику и т.д.;
- пищевой промышленности.
Достоинства и недостатки
Достоинства
- высокая производительность;
- низкие показатели себестоимости готовой продукции;
- сокращение длительности производственного цикла;
- ускорение оборачиваемости средств предприятия;
- максимально эффективное использование оборудования.
Недостатки
- уменьшение вследствие автоматизации количества рабочих мест;
- сложный процесс переоборудования производственной линии;
- ориентацию производства на среднестатистические, а не на индивидуальные запросы конечных потребителей продукции.
Массовое производство — представляет собой форму организации производства, характеризующуюся постоянным выпуском строго ограниченной номенклатуры изделий, однородных по назначению, конструкции, технологическому типу, изготовляемых одновременно и параллельно.
Особенностью массового производства является изготовление однотипной продукции в больших объемах в течение длительного времени.
Важнейшей особенностью массового производства является ограничение номенклатуры выпускаемых изделий. Завод или цех выпускают одно-два наименования изделий. Это создает экономическую целесообразность широкого применения в конструкциях изделий унифицированных и взаимозаменяемых элементов.
Отдельные единицы выпускаемой продукции не отличаются друг от друга (могут быть только незначительные отличия в характеристиках и комплектации).
Время прохождения единицы продукции через систему относительно мало: оно измеряется в минутах или часах. Число наименований изделий в месячной и годовой программах совпадают.
Для изделий характерна высокая стандартизация и унификация их узлов и деталей. Массовое производство характеризуется высокой степенью комплексной механизации и автоматизации технологических процессов. Массовый тип производства типичен для автомобильных заводов, заводов сельскохозяйственных машин, предприятий обувной промышленности и др.
Значительные объемы выпуска позволяют использовать высокопроизводительное оборудование (автоматы, агрегатные станки, автоматические линии). Вместо универсальной оснастки используется специальная. Дифференцированный технологический процесс позволяет узко специализировать рабочие места посредством закрепления за каждым из них ограниченного числа деталеопераций
Тщательная разработка технологического процесса, применение специальных станков и оснастки позволяют использовать труд узкоспециализированных рабочих-операторов. Вместе с тем широко используется труд высококвалифицированных рабочих-наладчиков.
Если рабочие места расположены в порядке последовательности выполняемых операций, т.е. по ходу технологического процесса обработки деталей (или изделий), то это соответствует прямоточному движению.
Производство, в котором движение изделий по рабочим местам осуществляется с высокой степенью непрерывности и прямоточности, называется поточным. В связи с этим и в зависимости от формы движения изделий по рабочим местам массовый и серийный типы производства могут быть поточными и непоточными, т.е.может быть массовый, массово-поточный, серийный и серийно-поточный тип производства.
По мере повышения степени специализации рабочих мест непрерывности и прямоточности движения изделий по рабочим местам, т. е. при переходе от единичного к серийному и от серийного к массовым типам производства, увеличивается возможность применения специального оборудования и технологического оснащения, более производительных технологических процессов, передовых методов организации труда, механизации и автоматизации производственных процессов. Все это приводит к повышению производительности труда и снижению себестоимости продукции.
- Процесс оказания услуг.
Процессы оказания услуги хозяйствующим субъектам и населению подразделяются на те, которые имеют производственный (материальный) характер, и на процессы, имеющие непроизводственный (нематериальный) характер.
Услуга — это продукт труда взаимодействия одного или нескольких лиц, предназначенный для удовлетворения потребностей.
Качество услуг — суммарный эффект, который определяется исходя из удовлетворенности потребителя.
Организация процесса оказания услуг во времени характеризуется следующими показателями:
— время оказания данной услуги — это период времени от поступления заказа до момента получения его клиентом;
— срок выполнения данной услуги (заказа).
Время оказания услуги включает длительность производственного цикла выполнения услуги и время обслуживания клиентов (на прием и выдачу заказов).
Современный человек в процессе своей жизнедеятельности сталкивается с огромным количеством разнообразных правительственных услуг, финансовых услуг, телекоммуникационных, консалтинговых, услуг по здравоохранению, социальному обеспечению, образованию, культуре и искусству, жилищно-коммунальному хозяйству, розничной торговле, питанию и др. При этом у большого разнообразия услуг есть основные характеристики, отличающие их от произведенной продукции (изделия):
— неосязаемость — невозможность материальной оценки; услуги нельзя потрогать, увидеть, попробовать до момента приобретения;
— неотделимость от источника — услуги осуществляются только в присутствии производителя;
— непостоянство качества — качество услуги может меняться в зависимости от ее поставщика, а также от времени и места оказания;
— невозможность хранения — созданные и произведенные услуги невозможно накапливать.
В силу отличительных свойств услуг использование подходов материального производства неэффективно, и по этой причине услуги имеют свою технологию производственного процесса, который включает:
— установление контакта с клиентом;
— выявление потребностей клиента;
— предложение услуги, аргументация;
— прием заказа;
— производство услуги;
— выдача исполненного заказа клиенту.
Успех любой организации в процессе оказания услуг будет зависеть прежде всего от качества выполнения услуг и уровня обслуживания потребителей, которые должны контролироваться в ходе организации предоставления услуг.
На практике все процессы по обслуживанию различных экономических субъектов имеют тесную взаимосвязь с процессами производства услуг. Однако отделение процесса обслуживания населения от процесса производства услуг является прогрессивным, и к этому по возможности необходимо стремиться. Одна из глобальных проблем в сфере услуг — проблема планирования. Из-за высокой динамичности и низкого срока годности услуг возникают риски простоя мощностей на производствах и, следовательно, больших потерь.
По сравнению с традиционными производственными процессы в сфере услуг являются менее заметными, в них труднее определить брак. Для решения данных проблем в различных отраслях промышленности и в сфере услуг необходимо совершенствовать процессы оказания услуг и внедрять инновации.
- Формирование производственной структуры фирмы.
Основными принципами формирования производственной структуры предприятия являются технологический, предметный и смешанный. Выделяют также в дополнение и предметно-замкнутый принцип.
По технологическому принципу выделяются подразделения, которые выполняют определенную часть технологического процесса, общую для большинства видов продукции, выпускаемой предприятием. При этом обеспечивается высокая загрузка оборудования, но затрудняется оперативно-производственное планирование, удлиняется производственный цикл из-за увеличений транспортных операций. Технологическая специализация применяется в основном в единичном и мелкосерийном производстве. Технологическая структура развивалась по мере увеличения технической вооруженности и масштабов производства. Отдельные фазы производства постепенно выделялись в самостоятельные подразделения.
По предметному принципу организуют цехи или участки по изготовлению продукции одного вида или однородной продукции нескольких видов. В них осуществляют различные технологические операции и применяют разнородное оборудование, которое обслуживают рабочие разных профессий и уровня квалификации. Это позволяет концентрировать производство детали или изделия в рамках цеха (участка),что создает предпосылки для организации прямоточного производства, упрощает планирование и учет, сокращает производственный цикл. Предметная специализация характерна для крупносерийного и массового производства.
Производственная структура по смешанному принципу основана на сочетании технологического и предметного принципов.
Если в пределах цеха или участка осуществляется законченный цикл изготовления детали или изделия, это подразделение называется предметно-замкнутым. Цехи(участки), организованные по предметно-замкнутому принципу специализации, обладают значительными экономическими преимуществами, так как при этом сокращается длительность производственного цикла в результате полного или частичного устранения встречных или возвратных перемещений, снижаются потери времени на переналадку оборудования, упрощается система планирования и оперативного управления ходом производства.
Формирование производственной структуры, выделение цехов, участков и отделений зависит от конкретных условий, с учетом размеров производства, уровня управляемости и ответственности персонала, организации учета. Правильный ее выбор позволяет улучшить организацию труда и производства, планирование и учет, обеспечить четкость и оперативность управления производством. Структура предприятия с течением времени может меняться: организуются новые подразделения, они укрупняются или дифференцируются в зависимости от целей и условий хозяйствования.
Сравнение производственных структур при технологической и предметной специализации
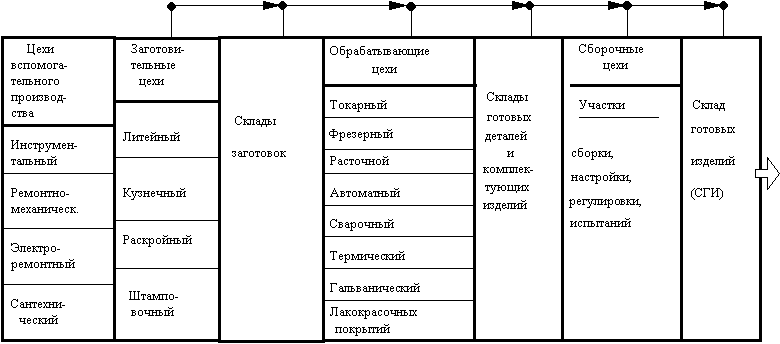
Производственная структура предприятия с технологической специализацией (фрагмент)
Производственная структура предприятия с предметной специализацией (фрагмент)
- Производственный процесс и его структура.
Производственный процесс — сочетание предметов и орудий труда и живого труда в пространстве и времени, функционирующих для удовлетворения потребностей производства. Это сложное системное понятие, состоящее из совокупности следующих частных понятий: предмет труда, орудие труда, живой труд, пространство, время, удовлетворение потребностей.
Производственные процессы подразделяются на следующие виды: 1) основные; 2) вспомогательные; 3) обслуживающие. В свою очередь основные производственные процессы подразделяются на: а) подготовительные (заготовительные); б) преобразующие (обрабатывающие); в) заключительные (сборочные).
Стратегия процесса предполагает идентификацию типа процесса, выбор соответствующей стратегии управления процессом, принятие долгосрочных решений по организации процесса во времени и пространстве, обеспечению всеми видами ресурсов.
Рабочие процессы. Процесс создания товара (выполнения работы, оказания услуги) представляет собой рабочий процесс. Для сферы материального производства характерны рабочие процессы, связанные с производством товаров; их обычно называют производственными процессами. В сфере сервиса - сервисные процессы.
Рабочий процесс - это целенаправленная деятельность (совокупность действий, работ) по созданию потребительской стоимости, удовлетворяющей личные, коллективные (корпоративные) или общественные потребности.
Результатом рабочего процесса является продукция. Продукция как рыночная категория представляет собой товар.
Структура рабочего процесса - это состав частей данного процесса и их взаимосвязи в отношении порядка следования или уровня вхождения. Элементарной составляющей рабочего процесса (его нижним уровнем) считается операция. Операция - это часть рабочего процесса, выполняемая над одним или несколькими предметами труда на одном или нескольких одинаковых рабочих местах без переналадки средств труда с участием или/и под контролем одного или нескольких работников (бригады, команды).
В зависимости от степени участия в создании потребительной стоимости или в достижении конечного результата на данной части рабочего процесса операции делятся на основные, вспомогательные и обслуживающие. В производстве основными считаются операции, непосредственно связанные с формообразованием и изменением размеров или свойств предметов труда. Выполнение этих операций строго регламентируется технологической документацией (операционная карта, схема инструментальной наладки, маршрутная карта), в которой закреплены основные технологические решения, принятые при разработке технологии изготовления данного предмета. Операции, связанные с перемещением предметов труда от одного рабочего места к другому или с техническим контролем качества, принято относить к вспомогательным. Обычно они также регламентируются технологической документацией, но в меньшей степени, чем основные операции. Остальные операции, которые обычно не регламентируются технологической документацией, относятся к обслуживающим. Их примером может служить складирование рабочим предметов труда на рабочем месте для создания страхового или оборотного запаса, получение рабочим комплекта инструмента в раздаточной кладовой для выполнения новой работы и др.
Совокупность технологических операций, упорядоченная в отношении взаимного следования, образует технологический процесс. Выстроенные в порядке следования совокупности технологических операций, составляющих технологический процесс, и прочих операций или действий (в том числе выполняемых вне рабочих мест и без приложения живого труда) образуют производственный (или сервисный) процесс.
Рабочий процесс включает определенным образом упорядоченную (организованную) в пространстве и во времени совокупность процессов труда и естественных процессов, необходимых и достаточных для создания определенной продукции.
Процесс труда - это рабочий процесс, требующий приложения живого или / и овеществленного труда. Естественный процесс - это рабочий процесс, не требующий приложения ни живого, ни овеществленного труда.
Рабочий процесс состоит из основных, вспомогательных и обслуживающих подпроцессов. Основные процессы - это рабочие процессы, связанные непосредственно с созданием товара (товарной продукции). Вспомогательные процессы - это рабочие процессы, связанные с созданием или восстановлением материальной продукции для собственного потребления, которая необходима для создания товарной продукции. Обслуживающие процессы - это рабочие процессы, связанные с созданием нематериальной продукции (услуги, работы) для собственного потребления, которая необходима для создания товарной продукции.
Например. Автомобилестроительная компания. Основной - процесс производства автомобилей по всем стадиям технологического цикла; вспомогательный - процесс производства нестандартной техоснастки и запчастей для технологического оборудования; обслуживающий - процесс техобслуживания и ремонта оборудования. Для инструментального цеха той же компании процесс производства нестандартной оснастки является основным, так же как для ремонтно-механического участка этого цеха техническое обслуживание и ремонт оборудования - основной процесс.
По характеру операций над предметом труда рабочие процессы разделяются на простые и сложные. Простой процесс - это рабочий процесс, в котором предмет труда подвергается последовательному ряду связанных между собой операций, в результате чего получается готовый или частичный продукт. Сложный процесс - это рабочий процесс, в котором готовый (или частичный) продукт получается путем соединения нескольких частичных продуктов (полуфабрикатов). Сложный процесс представляет собой совокупность взаимосвязанных простых процессов, как правило, выполняемых параллельно-последовательно.
По степени охвата работ, необходимых для достижения конечного результата процесса, выделяют полные или частичные рабочие процессы. Полный процесс - это рабочий процесс, охватывающий полный комплекс работ, необходимых для получения конечного результата данного процесса. Частичный процесс - это незаконченная часть полного рабочего процесса, охватывающая лишь часть работ, необходимых для получения конечного результата данного процесса. Частичные процессы целенаправленно выделяются из полного процесса, чтобы наиболее эффективно организовать их выполнение в рамках обособленных в пространстве или/и времени специализированных рабочих центров.
Рабочие центры. Рабочий центр - это виртуальная или физическая структура, имеющая иерархическое строение, технологически и организационно обособленная в пространстве или/и во времени, предназначенная для наиболее эффективного выполнения частичного или полного рабочего процесса и наделенная для этого набором необходимых ресурсов. Рабочий процесс можно представить как процесс преобразования некого входа в некий выход с заданным качеством процесса.
Строение рабочих центров можно охарактеризовать с точки зрения их элементного (ресурсного), функционального и организационного состава. В элементном (ресурсном) аспекте строение рабочих центров может быть представлено тремя укрупненными составляющими - предметами труда, средствами труда и живым трудом. В рабочем процессе интегрируется их взаимодействие: целенаправленное движение предметов труда по рабочим позициям, на каждой из которых они подвергаются целенаправленному воздействию со стороны средств труда и живого труда. В результате их отдельные действия и движения в рамках рабочего процесса сливаются в связные и целенаправленные процессы движения потоков (материалов и информации), процессы функционирования (технических средств) и трудовые процессы (персонала).
1. Предметы труда - это объекты рабочего процесса, для создания которых к ним прикладывается живой и овеществленный труд. Различают объекты основного рабочего процесса и вспомогательных обслуживающих рабочих процессов. К объектам основного рабочего процесса, например в промышленном производстве, принято относить объекты производства в различной степени готовности к конечному потреблению: сырье, материалы и комплектующие, заготовки, детали, сборочные единицы, комплексы и комплекты, готовые изделия.
К объектам вспомогательных (обслуживающих) рабочих процессов в производстве принято относить вспомогательные предметы, или ингредиенты производства, в различной степени готовности к производственному потреблению (запасные части, инструмент режущий и мерительный, приспособления, тара многоразового и одноразового использования, смазочно-охлаждающие жидкости, топливо и другие энергоносители, отходы производства), услуги и работы производственно-технического назначения (техническое обслуживание и ремонт оборудования, зданий, сооружений, инженерных коммуникаций, транспортировка и хранение).
Условно предметы труда принято разделять на материалы и информацию. В процессе движения через последовательности рабочих центров, реализующих частичные рабочие процессы, материалы и информация образуют соответственно материальные и информационные потоки. Материальные потоки представлены следующими основными составляющими:
комплектующие - это покупные изделия, которые не изготавливаются на предприятии, а поступают в готовом виде (т.е. закупаются готовыми к производственному потреблению);
деталь - предмет, который не может быть разделен на части без разрушения его (например, изготавливаемый из цельной отливки, поковки, проката путем механообработки или формируемый из нескольких частей путем сварки);
сборочная единица (узел) - разъемное или неразъемное сопряжение нескольких деталей;
комплексы и комплекты состоят из соединенных между собой сборочных единиц и деталей;
изделием может считаться законченный сборкой комплекс или комплект, подготовленный к продаже (т.е. представляющий собой готовый товар).
Перечень всех видов изделий, выпускаемых рабочим центром, называется номенклатурой. Изделия могут быть неспецифицированными, когда они не имеют составных частей, и специфицированными, когда они состоят из двух и более составных частей. Изделия характеризуются рядом качественных и количественных параметров: конструктивной сложностью; размером и массой; видами, марками, типоразмерами применяемых материалов; трудоемкостью изготовления и сборки; степенью точности обработки; удельным весом стандартных, нормализованных и унифицированных деталей и сборочных единиц; объемом выпуска.
2. Средства труда - это орудия труда, в которых овеществлен прошлый труд людей и которые используются в рабочем процессе для преобразования предметов труда в товар.
3. Живой труд - это целесообразные действия человека по реализации рабочего процесса, связанные с затратами нервно-мышечной энергии при выполнении различных работ, требующих от человека приложения физических и/или интеллектуальных сил и способностей, в том числе при наблюдении и контроле за воздействием средств труда на предметы труда в автоматическом режиме. (Квалифицированный и неквалифицированный труд)
В функциональном аспекте каждый рабочий центр может быть охарактеризован составом функций (работ), составляющих содержание частичного рабочего процесса. Прежде всего рабочие центры подразделяются на основные, вспомогательные и обслуживающие в зависимости от характера выполняемых в них процессов. Любой из таких рабочих центров имеет конкретную специализацию, что позволяет ему выполнять свою, строго определенную часть общего рабочего процесса наиболее эффективно. В рабочем процессе интегрируется взаимодействие (кооперирование) разнообразных специализированных структурных элементов, выполняющих специфические частичные процессы, такие, как обработка (детали на станке, груза на складе), транспортировка, складирование, поддержка (информационная, финансовая, правовая и т.д.). Определенную специализацию, связанную со служебным (функциональным) назначением, имеет каждый рабочий центр любого уровня организационной структуры.
В организационном аспекте строение рабочего центра может быть представлено через уровни его организационной структуры. В полном рабочем процессе интегрируются частичные рабочие процессы различного уровня, выполняемые рабочими центрами соответствующего уровня. Так, для производственной компании принято выделять рабочие центры следующих уровней: компания, завод, цех, участок, рабочее место. Рабочее место представляет собой рабочий центр самого нижнего уровня иерархии. Рабочее место - это часть пространства, включающая участок производственной или служебной площади с необходимыми средствами оснащения (технологического и организационного), предназначенная для осуществления элементарного частичного рабочего процесса (операции) с участием или под контролем персонала.
Сущность видов производственных процессов
|
Наименование процесса |
Сущность процесса |
Примеры |
|
1 |
2 |
3 |
|
1. Подготовительный этап основного процесса |
Процесс подготовки живого труда в пространстве и времени и орудия труда для преобразования предмета труда в полезный продукт |
Процессы по резке металла, штамповке заготовок, их отливке в заготовительных цехах машиностроительного завода и т.п. Подготовка исследователем рабочего места для проведения экспериментов. Подготовка машины и документации для выполнения транспортных услуг. Подготовка больного к операции в хирургическом отделении больницы. |
|
2. Преобразующий этап основного процесса |
Процесс преобразования предмета труда путем изменения его форм и/или размеров, физических и/или химических свойств, внешнего вида, вида соединения с другими предметами труда, характеристик и/или показателей, состояния и/или потенциала в соответствии с плановым документом или творческим замыслом и т.п. |
Изготовление токарем детали для машины из прутка или штамповки. Проведение исследователем лабораторных испытаний по проверке детали на прочность. Проверка шофером узлов грузового автомобиля в соответствии с производственным заданием. Проведение бригадой хирургов операции по удалению опухоли у больного. |
|
3. Заключительный этап основного процесса |
Процесс подготовки преобразованного предмета труда к приобретению им формы товара для отправки или сдачи заказчику (комиссии) |
Сборка, испытания, сертификация, упаковка товара. Сдача строительного объекта приемной комиссии. Согласование и утверждение нормативного документа. Сдача шофером привезенного груза заказчику. Проверка хирургом или комиссией состояние больного после операции. Уборка рабочего места. Оформление документов. |
|
4. Вспомогательный процесс |
Процесс, способствующий нормальному протеканию основного процесса по преобразованию предмета труда и связанный с обеспечением основного процесса оборудованием, приспособлениями, режущим и измерительным инструментом, топливно-энергетическими ресурсами и т.п. |
Изготовление инструмента и приспособлений для нужд всех подразделений организации. Ремонт технологического оборудования и транспортных средств. Выработка сжатого воздуха компрессорной станцией, горячей воды – котельной. Ремонт здания и сооружений. |
|
5. Обслуживающий процесс |
Процесс, конкретно не связанный с данным предметом труда, обеспечивающий нормальное протекание основных и вспомогательных процессов путем оказания транспортных услуг, услуг по логистике на «входе» и «выходе» организации и т.п. |
Материально-техническое обеспечение производства в любой отрасли народного хозяйства, организация сбыта продукции (оказание услуг), оказание транспортно-складских услуг конкретному подразделению или заказчику. Выполнение обслуживающих функций в различных областях народного хозяйства. |
|
6. Производственный процесс на рабочем месте |
Любой вид процесс (основного, вспомогательного, обслуживающего), протекающего на конкретном рабочем месте. |
Изготовление детали на конкретном станке. Работа оператора на компрессорной станции. Работа шофера и т.д. |
|
7. Производственный процесс на уровне подразделения. |
Процесс, протекающий в подразделении между рабочими местами, или естественный процесс. |
Внутрипроизводственное (внутрицеховое) транспортное обслуживание. Охлаждение детали после термообработки на свободной площадке цеха. |
|
8. Межцеховый производственный процесс |
Процесс, протекающий между подразделениями организации. |
Накопление межцехового страхового или транспортного запаса изделий. Межпроизводственное транспортное обслуживание. |
- Организационная структура управления фирмой
Под организационной структурой управления предприятием понимается состав (перечень) отделов, служб, подразделений в аппарате управления предприятием, характер соподчиненности, взаимодействия, координационные и информационные связи, порядок распределения функций управления по различным уровням и подразделениям.
Основой для построения организационной структуры управления предприятием является его производстввенная структура. В организационной структуре управления предприятием условно можно выделить следующие подсистемы:
• организация процессов производства;
• технологическая подготовка нового производства;
• технический контроль качества продукции и работ;
• обслуживание основного производства;
• управление производством и реализацией продукции;
• управление персоналом;
• экономические и финансовые службы и др.
Функциональные связи и возможные способы их распределения между подразделениями и работниками многообразны, что и определяет разнообразие возможных видов организационных структур управления производством.
В современных условиях основными видами организационных структур управления являются:
• линейная,
• линейно-штабная;
• функциональная;
• линейно-функциональная;
• дивизиональная;
• матричная (проектная).
Линейная организационная структура управления характеризуется тем, что во главе каждого подразделения стоит руководитель, осуществляющий все функции управления и руководство подчиненными работниками. То есть в основе линейной организационной структуры предприятия лежит принцип единоначалия, в соответствии с которым каждый сотрудник имеет только одного непосредственного руководителя. Решение передается по цепочке сверху вниз, что формирует иерархию конкретного предприятия. Высший руководитель организации связан с каждым из нижестоящих сотрудников единственной цепочкой подчинения, проходящей через соответствующие промежуточные уровни управления.

Линейная структура управления
Для линейной организационной структуры управления характерна вертикаль: высший руководитель — линейный руководитель подразделения — исполнители, т. е. имеются только вертикальные связи. Эта структура строится без выделения функций.
Основные преимущества линейной организационной структуры управления:
• оперативность управления;
• четкая система взаимных связей функций и подразделений;
• четкая система единоначалия — один руководитель сосредоточивает в своих руках руководство всеми процессами, имеющими общую цель.
Основные недостатки линейной организационной структуры управления:
• отсутствие звеньев, занимающихся вопросами стратегического планирования;
• высокая централизация управления;
• большое число руководителей;
• высокая загрузка руководителей;
• зависимость результатов работы предприятия от квалификации, личных и деловых качеств высших управленцев.
Линейная организационная структура управления применяется и эффективна на небольших предприятиях с несложной технологией и минимальной специализацией.
Линейно-штабная организационная структура управления аналогична линейной, но управление сосредоточено в штабе. Штаб — это группа работников, которые осуществляют сбор информации, ее анализ, выполняют консультационные работы и по поручению руководителя разрабатывают проекты необходимых распорядительных документов.

Линейно-штабная структура управления
Основные преимущества линейно-штабной организационной структуры управления:
• возможность более глубокой, чем в линейной, разработки стратегических вопросов;
• некоторая разгрузка высших руководителей;
• возможность привлечения внешних консультантов и экспертов и т. п.
Основным недостатком линейно-штабной организационной структуры управления является отсутствие ответственности штабных специалистов за конечный результат.
Рост масштабов и сложности производства, сопровождающийся углублением разделения труда, специализацией управления, приводит к использованию функциональной организационной структуры управления.
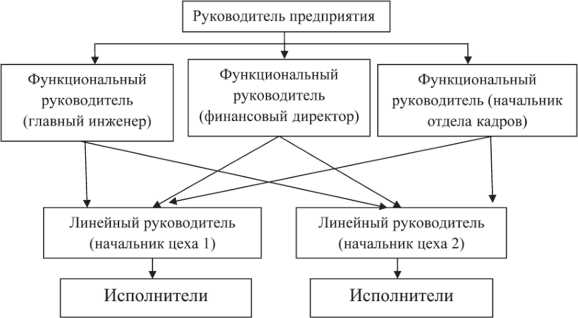
Функциональная организационная структура управления предполагает формирование отдельных подразделений в аппарате управления по направлениям деятельности. Руководителями этих подразделений назначаются специалисты, наиболее квалифицированные в соответствующей области.

Функциональная структура управления
Эта структура стимулирует деловую и профессиональную специализацию, уменьшает дублирование усилий в функциональных областях, улучшает координацию деятельности.
Для нее характерна вертикаль управления: руководитель — функциональные руководители (производство, маркетинг, финансы) — исполнители, т. е. присутствуют вертикальные и межуровневые связи.
Основные преимущества функциональной организационной структуры управления:
• прямое воздействие специалистов на производство;
• высокий уровень специализации управления;
• повышение качества принимаемых решений;
• возможность управлять многоцелевой и многопрофильной деятельностью.
К основным недостаткам функциональной организационной структуры управления относятся:
• сложность и неэкономичность, так как много подразделений, а следовательно, и каналов управления;
• недостаточная гибкость;
• плохая координация действий функциональных подразделений;
• низкая скорость принятия управленческих решений;
• отсутствие ответственности функциональных руководителей за конечный результат работы предприятия.
Функциональную организационную структуру управления целесообразно использовать на тех предприятиях, которые выпускают относительно ограниченную номенклатуру продукции, действуют в стабильных внешних условиях и для обеспечения своего функционирования требуют решения стандартных управленческих задач.
На практике обычно используется линейно-функциональная организационная структура управления, предусматривающая создание при основных звеньях линейной структуры управления функциональных подразделений.
Линейно-функциональная структура управления
Линейно-функциональная организационная структура управления сочетает достоинства как линейной, так и функциональной структур управления.
К недостаткам линейно-функциональной организационной структуры управления относятся:
• отсутствие тесных взаимосвязей и взаимодействия между производственными подразделениями на горизонтальном уровне;
• длительность прохождения и выполнения управленческих команд и процедур;
• возможность конфликтов между функциональными подразделениями и др.
Дивизиональная организационная структура управления предполагает выделение относительно обособленных и наделенных большими правами в осуществлении своей деятельности структурных подразделений, называемых дивизионами.
Дивизион создается по одному из критериев:
• по выпускаемой продукции (услугам и работам);
• ориентации на определенные группы покупателей;
• обслуживаемым географическим регионам;
• нескольким рынкам или крупным группам потребителей;
• видам продукции и регионам, где они продаются;
• регионам и видам продукции.
Различные типы дивизиональной структуры имеют одну и ту же цель — обеспечить оперативную реакцию на изменение факторов внешней среды. Например, продуктовая структура управления позволяет разработать и внедрить в производство новые виды продукции в условиях конкуренции.
Дивизиональная организационная структура управления создает в рамках предприятия условия для частичной децентрализации процесса принятия решений и перенесения ответственности за получение прибыли на дивизионы (рисунок 5.5).
Основные преимущества дивизиональной организационной структуры управления:
• обеспечивает управление многопрофильными предприятиями с большой численностью сотрудников и территориально удаленными подразделениями;

Дивизиональная (продуктовая) организационная структура управления
• более гибкая и быстрая реакция на изменения внешней среды;
• дивизионы становятся «центрами получения прибыли»;
• более тесная связь производства с потребителями.
Основные недостатки дивизиональной организационной
структуры управления:
• большое количество «этажей» управленческой вертикали;
• разобщенность дивизионов подразделений от дивизионов головного предприятия;
• основные управленческие связи — вертикальные, поэтому остаются общие для иерархических структур недостатки: волокита, недостаточно четкое взаимодействие подразделений при решении вопросов, перегруженность управленцев и т. д.;
• дублирование функций на разных «этажах», что приводит к высоким затратам на содержание управленческой структуры;
• в дивизионах, как правило, сохраняется линейная или линейно-штабная структура управления со всеми их недостатками.
Матричная (проектная) организационная структура управления создается на основе совмещения двух видов структур: линейной и дивизиональной. Общие указания исполнителям даются линейными руководителями, а особые инструкции — руководителями дивизионов, осуществляющих определенный проект.
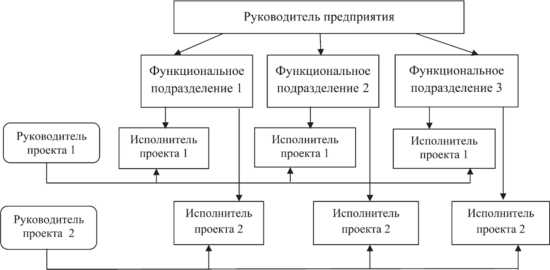
Матричная (проектная) организационная структура
Таким образом, отличительной особенностью матричной организационной структуры управления является наличие у работников двух руководителей, обладающих равными правами. Исполнитель подчиняется руководителю функциональной службы и руководителю проекта, который наделен определенными полномочиями в рамках осуществления данного проекта.
Основные преимущества матричной организационной структуры управления:
• четкая ориентация на цели проекта;
• более эффективное текущее управление проектом;
• более эффективное использование квалификации персонала предприятия;
• усиление контроля за выполнением отдельных задач и этапов проекта;
• сокращение времени принятия управленческих решений, так как созданы горизонтальные коммуникации и единый центр принятия решений.
Основные недостатки матричной организационной структуры управления:
• двойное подчинение исполнителей проектов;
• сложность информационных связей;
• высокие требования к квалификации, личным и деловым качествам работников, участвующих в выполнении проекта;
• возможность конфликтных ситуаций между руководителями подразделений и проектов.
Данный вид структуры управления применяется на крупных предприятиях, продукция которых имеет относительно короткий жизненный цикл и часто меняется в связи с научно- техническим развитием отрасли или требует широких научных исследований и технических разработок.
На практике ни одна из перечисленных структур управления в чистом виде не применяется, за исключением линейной, и то лишь на малых предприятиях. На подавляющем большинстве из них используется смешанный тип управления.
Построение организационных структур управления осуществляется с учетом конкретных условий деятельности предприятия: масштабов деятельности, вида выпускаемой продукции, характера производства, сферы деятельности (местный, национальный, внешний рынок), квалификации работников, автоматизации управленческих работ и т. д.
Разработка организационной структуры управления включает в себя следующие этапы:
• установление целей и задач деятельности предприятия;
• определение функций, осуществляемых предприятием для достижения поставленных целей (общее руководство, планирование, финансы, финансовый контроль, управленческий и бухгалтерский учет, управление персоналом, маркетинг, закупки и сбыт, производство);
• группировка и (или) взаимоувязка функций;
• выявление структурных подразделений, отвечающих за реализацию конкретных функций;
• анализ, планирование и описание всех основных видов работ;
• составление программы набора и обучения персонала для новых подразделений.
Организационная структура управления должна отвечать следующим требованиям:
• обеспечивать оперативность управления;
• иметь минимальное в конкретных условиях количество уровней управления и рациональные связи между органами управления;
• быть экономичной.
Разработка новых видов продукции в условиях обостряющейся конкуренции, интенсивное внедрение современных техники и технологий, развитие новых методов организации производства требуют постоянного совершенствования организационных структур управления.

- Организационные типы производств.
- Электронный бизнес в предпринимательстве
- Электронный бизнес в предпринимательстве
- Виды пенсий в РФ
- Проблемы соблюдения норм профессиональной этики адвокатами в современной России
- Наиболее эффективные технологии дополнительного обучения персонала кризисной организации
- Проблемы правового регулирования алиментных обязательств
- Технология «Workflow»
- Ответственность в международном публичном праве
- Роль кадровой службы организации по адаптации сотрудников организации
- Конфликтная личность и индустрия гостеприимства
- Понятие денежного оборота и его структура