
Типы производств. Понятие производственной мощности
Содержание:

Введение
Промышленное производство — это сложный процесс превращения сырья, материалов полуфабрикатов и других предметов труда в готовую продукцию, удовлетворяющую потребностям рынка.
Производственный процесс — это совокупность всех действий людей и орудий труда, необходимых на данном предприятии для изготовления продукции.
Тип производства — совокупность его организованных, технических и экономических особенностей.
Тип производства определяется следующими факторами:
- номенклатурой выпускаемых изделий;
- объемом выпуска;
- степенью постоянства номенклатуры выпускаемых изделий;
- характером загрузки рабочих мест.
В зависимости от уровня концентрации и специализации различают три типа производств: - единичное; - серийное; - массовое.
По типам производства классифицируются предприятия, участки и отдельные рабочие места.
Тип производства предприятия определяется типом производства ведущего цеха, а тип производства цеха — характеристикой участка, где выполняются наиболее ответственные операции и сосредоточена основная часть производственных фондов.
Отнесение завода к тому или иному типу производства носит условный характер, поскольку на предприятии и даже в отдельных цехах может иметь место сочетание различных типов производства.
Этим и определяется актуальность выбранной темы данной курсовой работы «Типы производства».
Степень разработанности темы достаточно велика и обширна.
Цель курсовой работы направлена на изучение типов производства и понятие производственной мощности. В соответствии с целью определены и сформулированы задачи работы:
-
- рассмотреть понятие организации производства;
- проанализировать роль производственного менеджмента в организации производства;
- исследовать влияние типа производства на деятельность предприятий малого бизнеса;
- изучить эффективность мелкосерийного и крупносерийного производств на предприятии ОАО Автоваз.
Объектом исследования данной курсовой работы является производство и его типы. Предмет исследования – это обоснование выбора типа производства для организации его процесса.
Теоретической базой работы стали разработки и исследования таких авторов, как Артеменко, Грузинов, Борисов и др.
Методологической основой исследования стали методы и приемы, необходимые для решения сформулированных задач и достижения цели работы. Использовались методы индукции и дедукции, сравнения.
Практическая значимость работы определяется тем, что ее основные выводы могут быть использованы в дальнейших теоретических разработках проблематики выбора типа производства. Материалы курсовой работы также могут быть использованы в ходе написания дипломной работы в будущем.
Структура курсовой работы соответствует предъявленным требованиям. Работа состоит из введения, двух тематических глав, которые, каждая из которых подразделяется на два параграфа, заключения, глоссария, списка использованных источников, приложений.
Глава 1 Производственная структура предприятия
1.1 Понятие производственного процесса
Производственный процесс на каждом предприятии имеет конкретную форму определяющую производственную структуру предприятия. Он находится в основе создания цехов, участков, рабочих мест, производственных связей.
Производственная структура объединения (предприятия) как совокупность его отдельных его производственных подразделений, расположенных отдельным образом на территории, занимаемой предприятием и связанных между собой отношениями кооперации, определяется следующими факторами:
1. Особенностями технологии изготовления выпускаемой продукции (изделий).
2. Масштабом производства продукции и трудоемкостью его изготовления.
3. Характером и степенью специализации цехов, филиалов и головного предприятия в целом.
4. Кооперированием с филиалами, производственными предприятиями других отраслей и
внутренней кооперацией.
5. Уровнем автоматизации и механизации производства филиалов, цехов и производственных
участков, масштабами применения автоматизированных линий.
6. Уровнем внедрения передовых технологических процессов.
Современное крупное промышленное предприятие является, как правило, сложным по своей структуре и подразделяется на производственные корпуса, цехи и участки, причем основной структурной единицей при цеховой структуре является цех - основное производственное подразделение предприятия, выполняющее часть основного, вспомогательного или обслуживающего процесса.
При безцеховой структуре предприятие расчленяется на производственные участки: основные, вспомогательные, обслуживающие и побочные.
В зависимости от специализации и организации основных цехов, производственная структура предприятия может быть технологической, предметной или смешанной. В зависимости от полноты охвата заводом технологических фаз или полноты производственного цикла, предприятие может быть с полным или неполным охватом технологических фаз и т.д.
Совершенство производственной структуры промышленного предприятия во многом зависит от решений, применяемых на стадии его проектирования, от пространственной его планировки в генеральном плане предприятия.
Пространственная планировка существенно влияет на экономику и организацию производства, на направления и протяженность транспортных грузопотоков, эффективность использования площади предприятия.
Поэтому при разработке генерального плана в период проектирования следует предусмотреть: 1. Прямолинейность и кратчайшие пути грузопотоков: 2. Возможность расширения предприятия; 3. Расположение зданий цехов в непосредственной близости между собой; 4. Рациональную этажность цехов и высоту этажей; 5. Рациональный размер цехов и в целом предприятия; 6. Пропорциональность частей предприятия; 7. Соблюдение установленных санитарно-технологических норм.
В условиях современного производства даже наиболее рациональная на данный момент производственная структура не может рассматриваться как окончательная, не требующая изменений и требует постоянного изучения и совершенствования, внедрения новых технологий и оборудования, методов работы.
1.2 Формы организации производства на предприятии
Организация производства на предприятии — это вид деятельности по объединению всех составляющих производственного процесса в единый процесс, а также по обеспечению их рационального взаимодействия и сочетания в целях достижения экономической и социальной эффективности производства.
Организация производства является залогом эффективной работы предприятия, так как она создает возможности для высокой производительности трудовых коллективов, выпуска качественного продукта, оптимального использования ресурсов предприятия, а также развития организационной культуры и личности в процессе работы. Осуществляется на всех уровнях иерархии управления предприятием.
Формы организации производства:
Точечная. Работа над деталью при данной форме организации производства происходит в полном объеме на одном рабочем месте. Продукт производится там, где находится основная его часть.
Технологическая. Данная форма характеризуется цеховой структурой с последовательной передачей предметов труда. Наибольшее распространение она получила на машиностроительных предприятиях.
Прямоточная. Имеет линейную структуру с поштучной передачей предметов труда. Такая форма реализует основные принципы организации процессов: специализация, прямоточность, непрерывность, параллельность. Использование прямоточной формы приводит к уменьшению длительности цикла, использованию рабочей силы с большим эффектом, снижению объемов незавершенного производства.
Предметная. Данная форма организации производства имеет ячеистую структуру с последовательной или параллельно-последовательной передачей предметов труда. Предметное построение производственных участков обеспечивает прямоточность и снижение длительности цикла, а также обеспечение передачи предметов с одной операции на другую без транспортировки на склад.
Интегрированная. Данная форма производства предполагает собой объединение основных и вспомогательных операций в один интегрированный процесс с ячеистой структурой или линейной пространственной структурой при параллельно-последовательной или последовательной передаче предметов труда. На участках, где имеет место данная форма, необходимо связать в единый производственный процесс такие процессы как складирование, транспортировка, управление, обработка. Это достигается объединением всех рабочих мест при помощи автоматической транспортно-складской системы.
1.3 Характеристика основных типов производства
Типы производства - это не что иное, как совокупность признаков, которые определяют организационную и технологическую характеристику процесса производства, осуществляемого и на одном конкретно взятом рабочем месте, и на их совокупности в масштабах участка или даже целого завода.
Немаловажное значение для производства имеют формы организации, и типы производства их предопределяют. Классификация типов производственного процесса составлена на основании некоторых факторов. К ним относятся объем выпуска продукции, ее номенклатура, также степень постоянства этой номенклатуры и характер загрузки всех рабочих мест. Исходя их этих факторов выделяют такие типы производства: первая группа - единичные, вторая - серийные и третья - массовые.
Организационные типы производства, которые называют единичными - это такие производственные процессы, при которых широкая номенклатура изделий изготовляется в единичных экземплярах и они или являются неповторяющимися , или повторяются через интервалы времени, которые не определены. В процессе этого самые разнообразные деталеоперации выполняются на каждом рабочем месте.
Такой тип производства предусматривает штучное изготовление конечного продукта. Требует наличия сложной техники, способной обеспечить законченность и технические условия процесса, высококвалифицированных трудовых ресурсов, умеющих обслуживать подобные механизмы, расчета нормативов запасов материалов и сроков на выполнения заказа. К такому типу относятся предприятия отраслей ракетостроения, судостроения и т.п., как правило, это предприятия, работающие по госзаказу. Кроме того, типы производства штучного выполнения работ и предоставления услуг, которыми занимаются мелкие предприниматели, например, ателье по индивидуальному пошиву одежды, обуви, изготовлению мебели под заказ, предоставление всевозможных услуг конкретному потребителю, также относятся к единичному типу производства. На практике в масштабах страны формы организации и типы производства существуют и применяются в комбинированном варианте.
Типы производства, называющиеся серийными, это когда ограниченная номенклатура продукции изготовляется периодически в количествах, которые определяются партиями запуска или выпуска. На каждом конкретном рабочем месте выполняется сразу по несколько деталеопераций, при этом они чередуются через промежутки времени, то есть ритмично повторяются. Существует коэффициент серийности, называемый Лі, он количественно характеризует уровень серийности. Так вот, когда он возрастает, уровень специализации понижается, в массовом производстве он равняется единице.
Самый мобильный и быстро перестраиваемый под рыночные условия способ организации из существующих типов производства. Выпускает конечную продукцию партиями, одновременно ряд наименований изделий, использует в технологическом процессе как специализированные механизмы, так и универсальные, трудовые ресурсы задействованы в нескольких направлениях работ, что требует квалификации и широкой специализации. Серийные производства дополнительно делятся на типы производства: - мелкосерийные; - среднесерийные; - крупносерийные. К недостаткам следует отнести следующее: нестабильность рыночных отношений может повлечь остановку технологического процесса или вызвать перебои в работе, в случае неправильно проведенных маркетинговых исследований возможно затоваривание складов остатками и запасами незавершенного производства. Размеры партии могут не соответствовать имеющимся в наличии производственным мощностям. Тем не менее если определять предпочтительные типы производства в каждом конкретном случае, то серийный будет более выгодным для предприятий частного бизнеса.
Типы производства, называемые массовыми, представляют собой такие, где в значительном количестве, непрерывно изготовляется ограниченная номенклатура деталей (изделий). На каждом конкретном рабочем месте в данном случае выполняется лишь одна деталеоперация. Главное условие массовости процесса производства - это полнота загрузки рабочих мест и оборудования выпуском изделий лишь одного наименования.
Предполагает выпуск однотипной продукции, по шаблону. Наиболее выгодный тип производства в экономическом плане. Не требует высококвалифицированных трудовых ресурсов, специализированного оборудования, требующего переналадки под производство другого вида продукции. Он основан на постоянно повторяющихся основных и вспомогательных операциях технологического процесса. Главные условия: организация такта и ритма производства, сокращение расстояния между пошаговым движением потока, создание необходимой длины конвейера и определение скорости его перемещения. Важно, чтобы каждый участок линии по производству конечной продукции был неперегружен и не простаивал в процессе производства. Основные преимущества: непрерывность, узкая специализация, четкое разграничение и отработанность этапов производства. Основные недостатки: отсутствие мобильности по отношению к потребительскому спросу, монотонность труда приводит к большой текучести кадров.
На одном конкретно взятом предприятии не обязательно должен существовать только один тип производства, встречаются сразу несколько. Это можно объяснить тем, что уровень специализации невысок. Существует еще и такое понятие, как типы предприятия, которые определяются исходя из сложности и характера выпуска продукции, а также объема выпуска.
Есть всего три типа предприятия. Первый - предприятия массового производства, они выпускают всю свою номенклатуру изделий или только ее основную часть непрерывно.
Второй тип - предприятия серийного производства, выпускающие продукцию партиями, то есть серийные производственные процессы в данном случае преобладают. В рамках этой группы есть и весьма условное разделение процессов на мелкосерийные, серийные и крупносерийные. Но оно отнюдь не меняет качественную характеристику типа организации. Это значит, что в любом случае выпуск продукции чередуется повторяющимися партиями.
Третий тип - предприятия единичного производства. Они выпускают широкую номенклатуру изделий, которая не имеет ритмичной повторяемости. В данном случае единичные производственные процессы преобладают.
Типы производства могут оказывать огромное влияние на особенности управления, организации и экономические показатели всего предприятия. Когда повышается техническая вооруженность труда и растет объем выпуска продукции, происходит переход от единичного типа производства к серийному и массовому. Вследствие этого уменьшается доля труда людей и значительно возрастают расходы на содержание и эксплуатацию оборудования. Результатом становится снижение себестоимости продукции и изменение ее структуры.
Не менее важными являются факторы, что предопределяют коэффициент закрепления операций, коэффициент специализации рабочих мест, коэффициент серийности производственного цикла, коэффициент массовости создания продукции. Для них разработан целый ряд специальных расчетных формул. Но при определении типа производства необходимо в большей мере обращать внимание на специализацию производства , на сферу, в которой работает предприятие, на объемы заказов, на общие рыночные условия в стране, на уровень конкуренции в экономическом пространстве функционирования предприятия. Например, работая с машиностроительной отраслью, можно говорить обо всех трех типах производства. Для определения единичного типа производства решающим фактором будет универсальное оборудование и многофункциональность рабочих мест. Изучая серийный тип выпуска, мы рассматриваем узкую номенклатуру изготавливаемой продукции, но вместе с тем - и огромными объёмами изготовления. А соответственно – деление заказов на разные планы в связи с масштабом. В таком производстве просматривается дифференциация операционных циклов. Здесь достаточно стойкая (стабильная) номенклатура.
1.4 Производственная мощность предприятия: сущность, факторы формирования, методика определения
Производственная мощность предприятия характеризуется максимально возможным количеством продукции соответствующего качества и ассортимента, который может быть изготовлен за год в условиях использования прогрессивной технологии и организации производства.
Производственная мощность измеряется в натуральных (условно-натуральных) единицах и в денежном выражении. Использование натуральных показателей для измерения производственной мощности возможно только в узкоспециализированных предприятиях, которые выпускают однородную продукцию. При многономенклатурном производстве суммарная мощность предприятия определяется в денежном выражении.
В практике предпринимательской деятельности выделяют три вида мощности предприятия: проектную, текущую (фактически достигнутую), резервную. Проектной является мощность, которая определяется в процессе проектирования, реконструкции (расширение) действующего или строительства нового предприятия. Она считается оптимальной, поскольку состав и структура оборудования отвечают структуре трудоемкости запроектированной номенклатуры продукции.
Текущая (фактически достигнута) производственная мощность определяется периодически в связи с изменением условий производства. При этом вычисляют входную (на начало года), исходную (на конец года) и среднегодовую мощность предприятия.
Резервная мощность должна формироваться и постоянно существовать в определенных отраслях национальной экономики: электроэнергетике и газовой промышленности, пищевой индустрии, в машиностроении и других отраслях.
Величина производственной мощности предприятия формируется под воздействием многих факторов. Главным из них является: номенклатура, ассортимент и качество продукции, которая изготовляется; количество установленного оборудования, размеры и состав производственных площадей, возможный фонд времени работы оборудования и использования площадей в течении года; прогрессивные технико-экономические нормы производительности и использования оборудования, нормативы длительности производственного цикла и трудоемкости продукции, которая производится (услуг, которые предоставляются).
Производственную мощность предприятия определяют за всей номенклатурой профильной продукции. При этом проводят возможное сужение номенклатуры, объединяя отдельные изделия в группы за конструктивно-технологическим единством с определением для каждой из них базового варианта. Изделия данной группы приводят к единственному измерителю с помощью расчетных коэффициентов трудоемкости их производства.
Если предприятие выпускает несколько видов разной продукции, то производственная мощность определяется отдельно для каждого вида изделий.
Производственная мощность предприятия устанавливается, исходя из мощности ведущих цехов. К ведущим принадлежат те производственные подразделения предприятия, которые выполняют главные технологические процессы (операции) и имеют решающее значение для обеспечения выпуска профильных видов продукции.
При наличии нескольких ведущих подразделений предприятия производственная его мощность вычисляется за теми из них, которые выполняют наиболее трудоемкий объем работ.
В расчеты производственной мощности предприятия включают: а) все действующее и недействующее в результате неисправности, ремонта и модернизации оборудования основных производственных цехов; б) оборудование, которое находится
на складе и должно быть введено в эксплуатацию в течение расчетного периода; в) сверхнормативное резервное оборудование; г) сверхнормативное оборудование вспомогательных цехов, если оно аналогично технологическому оборудованию основных цехов.
Производственную мощность предприятия вычисляют за техническими или проектными нормами производительности оборудования, использования производственных площадей и трудоемкости изделий, нормами выхода продукции с учетом применения прогрессивной технологии и совершенной организации производства. При нехватке таких норм можно использовать собственные расчетные технические нормы.
Для расчетов производственной мощности предприятия берется максимально возможный годовой фонд времени (количество часов) работы оборудования. На предприятиях с непрерывным процессом производства таким максимально возможным фондом времени работы оборудования является календарный фонд за минусом времени, необходимого для проведения ремонтов и технологических остановок оборудования. Для предприятий с дискретным процессом производства фонд времени работы оборудования определяют, исходя из фактического режима работы основных цехов с отчислением времени на проведение ремонтов оборудования, выходных и праздничных дней. В сезонных производствах фонд времени работы оборудования регламентируется установленным режимом работы предприятия с учетом обеспечения оптимального количества суток работы отдельных технологических цехов.
В обобщенном виде производственную мощность ведущего цеха по изготовлению однородной продукции (переработки сырья, выполнения других производственных операций) можно определить по такой формуле:
Ni = aiTpm
где Ni - мощность i-го производственного подразделения предприятия;
ai - производительность оборудования в соответствующих единицах измерения i-й продукции;
Tp - годовой фонд времени работы оборудования;
m - среднегодовое количество физических единиц оборудования.
Рассчитывается также технологическая возможность (мощность) остальных производственных звеньев предприятия.
Определение производственной мощности предприятия завершается составлением баланса, который отражает изменения ее величины в течение расчетного периода и характеризует исходную мощность (N исх). Для этого используется формула:
Nmk = + Nотм + Nрп ± Nm — Nm ,
где №х - входная мощность предприятия;
Not3 - увеличение мощности в течение расчетного периода в результате осуществления текущих организационно-технических мероприятий;
Npn - наращивание производственной мощности благодаря реконструкции или расширению предприятия;
№п - увеличение (+) или уменьшение (-) производственной мощности, вызванное изменениями в номенклатуре и ассортименте продукции, которая изготовляется;
№п - уменьшение производственной мощности в результате ее выбытия, то есть выведение из эксплуатации определенного количества физически сработанного и технически устаревшего оборудования [1, с. 40].
Установка и регулирование резервной производственной мощности предприятия осуществляется с помощью расчетов необходимого количества резервных агрегатов (групп оборудования) и обоснования размеров экспериментально-опытных производств. Обычно величина резервных мощностей для покрытия пиковых нагрузок не превышает 10-15%, а для подготовки и освоения производства новых изделий - 3-5% общей мощности. При этом надо учитывать, что резерв производственной мощности предусматривается для предприятий, которые достигли уровня использования текущей мощности не ниже за 95% и выпускают сверх 25% новой продукции.
В настоящее время эффективность управления производственной мощностью зависит от многих факторов, и, учитывая эти факторы в производственной деятельности, руководители различных уровней могут лучше представлять себе суть управления мощностью и осуществлять работу в данном направлении.
Ключевые аспекты, на которые следует обратить внимание топ - менеджерам:
- Трансформация понятия производственной мощности;
- Г оризонт управления и уровень экономической системы;
- Тип предприятия;
- Единый измеритель мощности;
- Универсальная оценка эффективности;
- Организационное взаимодействие.
Трансформация понятия производственной мощности
Если ранее в плановой экономике под управлением производственной мощностью понимали управление основными фондами, капиталом, то сейчас максимально возможный выпуск продукции зависит от потенциала взаимодействия всех видов ресурсов, в том числе и от характера их связи между собой.
В настоящее время довольно тесно сплелись понятия производственная мощность и производственные возможности (ресурсы), довольно часто говорят об управлении производственными мощностями - здесь мы понимаем, что речь идет именно о фондах, капитале, т.е. о ресурсах. Но в тоже время все источники толкования говорят нам, что производственная мощность - это максимально возможный выпуск продукции. Поэтому когда говорят про управление производственной мощностью, следует понимать управление максимально возможным выпуском продукции, которое в свою очередь основывается, в том числе и на управлении производственными возможностями, а ни в коем случае не наоборот.
Горизонт управления
В организациях не существует такой должности как менеджер по управлению мощностью. В зависимости от уровня руководства (топ- менеджер, руководитель производства, мастер) каждый сотрудник преследует различные цели по управлению мощностью. Например, генеральный директор чаще рассматривает именно стратегические аспекты управления мощностью (выбирает стратегию сокращения или наращивания объемов выпуска, принимает решение об увеличении капитала: покупка или строительство зданий и сооружений, модернизация производства и т.д.).
На уровне руководства производством цеха формируются предложения по совершенствованию технологического процесса, замене оборудования, внутренней организации работ, т.е. рассматривается меньший период развития, около 1 года. При этом формируется тактическое управление, отвечающее в первую очередь главной стратегии, выдвинутой генеральным директором и обеспечивающее увеличение капиталоотдачи производства.
Если рассматривать краткосрочный период, в пределах месяца, то здесь решаются вопросы относительно оптимальной загрузки оборудования для выполнения условий контрактов, сдачи готовой продукции в срок с минимальными затратами. Все это решается на оперативном уровне, где за управлением мощностью закреплены свои исполнители и ответственные лица.
Уровень экономической системы
Методы управления производственной мощностью на различных уровнях экономических систем будут отличаться друг от друга, т.к. здесь имеет значение уровень глобализации рассматриваемого объекта. На передний план встают вопросы агрегирования, возникающие на мезо-, макро- и мега - уровнях, в чем измерить производственную мощность, с чем ее сравнивать и, следовательно, как управлять..
Рассматривать уровень мирового хозяйства и страны не предоставляется возможным ввиду отсутствия единого измерителя мощности, поэтому дальнейшие исследования предлагается рассматривать на более низких уровнях: микро - (уровень предприятия) и мезо - (уровень отрасли, холдинга).
Тип предприятия
Современные типы предприятий имеют свои особенности управления производственной мощностью, т.к. в различных формах предприятий могут отсутствовать те или иные функции управления. Например, в оболочечной компании отсутствует функция реализации, здесь непосредственно не производится продукция, фирма оказывает всесторонние услуги для предприятий, т.е. осуществляет различного рода бизнес-процессы для одних фирм за счет ресурсов других фирм.
Предлагаемые к выделению типы предприятий: классическое «инсорсинговое» предприятие, «аутсорсинговое» предприятие, оболоченная (пустотелая) компания, виртуальное предприятие и сетевая компания, в т.ч. холдинг.
Единый измеритель мощности
Когда менеджеры подходят к вопросам управления мощностью, на первое место всегда встает вопрос: в чем измерять производственную мощность и как ее оценить? Руководствуясь рекомендациями Росстата, учитывать мощность нужно в натуральном выражении, но тогда становится неясным как сравнить производственную мощность различных предприятий и как агрегировать этот показатель, например, в холдинге, занимающимся различными видами деятельности. В тоже время, это должен быть относительный факторный показатель, чтобы можно было проследить влияние факторов на изменение производственной мощности.
Универсальная оценка эффективности
С ответом на вопрос о сравнении производственной мощности различных предприятий может помочь зарубежный индекс производительности = выход продукции / ресурсы на входе.
Для отечественной практики его можно применять для оценки эффективности управления производственной мощностью и назвать его Индексом ресурсоотдачи.
Этот индекс будет являться наиболее информативным по сравнению с индексом промышленного производства, т.к. учитывает и текущие цены на реализуемую продукцию, так и затраты на ресурсы (например, увеличение заработной платы персонала). Справочно: Индекс промышленного производства учитывает изменение объема выпуска продукции в базисных ценах по сравнению с предыдущим периодом, выражается в %.
Организационное взаимодействие
Помимо имеющихся ресурсов потенциал предприятия зависит также от того, как предприятие ведет свою деятельность и осуществляет взаимодействие наличных ресурсов друг с другом. Данное взаимодействие можно назвать организационным укладом, коммерческим секретом фирмы и его нематериальным активом, оказывающим синергетический эффект в деятельности предприятия.
В дальнейшем для оценки данного взаимодействия наиболее рациональным является использование Индекса ресурсоотдачи наилучшего оперативного уровня, который рассчитан за период, когда наблюдалось самое эффективное использование ресурсов в операционной деятельности (реализации продукции, работ, услуг).
Глава 2 Обоснование выбора типа производства для организации его процесса
2.1 Влияние типа производства на деятельность предприятий малого бизнеса
Тип производства - это комплексная характеристика технических, организационных и экономических особенностей производства, обусловленная его специализацией, объемом и постоянством номенклатуры.
Если объем использовать в качестве ключевого фактора в определении разнообразия типов процессов, то можно выявить пять типов производства:
Проектное производство. Производит один объект, и все производственное оборудование переносится на место, где производится продукт (строительный проект или объект). Это характерно для строительства, а не для производственного бизнеса. [10]
Изготовление продукции по заказам. Производство одного продукта для конкретного клиента. Производитель приспосабливает свое оборудование для производства продукта клиента. Примером может служить система производства на предприятии двигателей, предназначенных для машин с высокими техническими характеристиками.
Изготовление продукции партиями. Продукт повторяющегося характера, с относительно большими объемами. Производство разбивается на операции. Каждая операция завершается определенным количеством заказанных деталей, которые затем используются на следующей операции, и так далее, до окончания производственной стадии.
Поточное производство. Объем продукта увеличивается еще больше, появляется необходимость ввести специальный процесс, в котором отдельные части или собранные блоки проходят через каждый этап производства последовательно.
Непрерывное производство. Этот процесс характерен, например, для нефтяных или химических очистных сооружений (которые работают непрерывно) и редко встречается на небольших производственных предприятиях. [10]
Рассмотрим, какие типы производства характерны для малого бизнеса.
Как правило, малые предприятия используют три основных типа производства: изготовление продукции по заказам, изготовление продукции партиями и поточное производство. Давайте рассмотрим каждый из этих типов подробно.
Изготовление продукции по заказам осуществляется в соответствии с разовыми заказами, т.е. каждый товар обладает индивидуальными свойствами. Производитель работает по чертежу заказчика, отличается высокой квалификацией, но при этом сохраняется достаточно гибкое производство. Данный тип характеризуется высокой интенсивностью труда. Повторные заказы, как правило, бывают редко, поэтому невозможно воспользоваться преимуществами повторной работы.
Изготовление продукции партиями осуществляется в случаях, когда требуется увеличение объема производства и возможно повторение операций. Разброс объемов производства достаточно широк - от небольших партий, состоящих из нескольких предметов, до больших, порядка тысячи предметов. Как правило, такие производители используют универсальное оборудование, приспособленное для эффективного выполнения повторяющихся операций, поскольку небольшие объемы производства не оправдывают капиталовложений в специализированное оборудование. [10]
Поточное производство применяется в случаях, когда предстоящее увеличение объемов оправдывает капиталовложения в производство, и весь процесс концентрируется на изготовлении одного или нескольких видов продукции. Все производство организуется как последовательные операции - потоки, необходимые для изготовления заданного ассортимента продукции, для которых предназначена данная производственная линия.
Рассмотрим, каким образом выбор типа производства влияет на основные аспекты бизнеса.
Каждый из трех производственных процессов - изготовление продукции по заказам, партиями и поточное производство - имеет отличительные свойства. Выбор производственного процесса также влияет на другие важные аспекты дела, и правильность выбора позволит Вам достичь необходимого роста и конкурентоспособности, сохранив при этом гибкость, достаточную для удовлетворения потребностей заказчиков и технического роста.
При анализе последствий выбора производственного процесса необходимо учитывать следующие четыре фактора:
-продукция и потребности заказчиков,
-производственный процесс,
-капиталовложения и себестоимость,
-организационная инфраструктура.
Рассмотрим, каково влияние выбора типа производства на продукцию и потребности заказчиков.
Для фирм, изготавливающих продукцию по заказам, важно точно выполнять требования потребителя. Для этого, прежде всего, необходимо наличие квалифицированной рабочей силы, что позволит выполнять широкий диапазон заказов в рамках данной квалификации и быть конкурентоспособным во всем, кроме цены. Цена здесь скорее выражает качественную характеристику, чем влияет на получение заказов. [10]
При изготовлении продукции партиями имеется возможность выполнять разные объемы работ. Этот тип производства является связующим звеном между вариантами выполнения небольших заказов и широкомасштабного производства стандартной продукции. К изготовлению продукции партиями прибегают, если необходимо расширить объем производства продукции по заказам и применяются повторяющиеся, но недостаточные для выбора целенаправленного поточного производства, работы.
Фирмы с поточным производством продают стандартную продукцию, которая выпускается большими партиями и конкурирует в цене. Изменений видов продукции практически не бывает. Дизайн и качество продукции задаются с самого начала в соответствии с требованиями потребителей.
Рассмотрим, каково влияние типа производства на процесс изготовления продукции.
При изготовлении продукции по заказам сохраняется высокая степень гибкости производства в пределах имеющейся квалификации. Задача производителя состоит в эффективной реализации квалификации рабочих. При таком типе производства заказы часто накапливаются, поэтому производителю важно оценить будущую загрузку и своевременно внести необходимые изменения, поскольку главной задачей такого производства является выполнение заказа в соответствии с предложенной спецификацией и в установленное время. [10]
При изготовлении продукции партиями происходит расширение ассортимента продукции и объемов производства. Чтобы справиться с этим, производство должно иметь универсальный характер, обеспечивающий высокую гибкость. Такое производство имеет общецелевой характер и отличается от позаказного метода большим количеством одновременно обрабатываемой продукции.
При изготовлении продукции поточным методом выпускается заданный ассортимент продукции. Поскольку поточное производство заключается в повторяющихся операциях, в течение всего процесса сохраняется необходимый уровень качества. Объемы производства в данном случае большие, что оправдывает капиталовложения за счет эффективного использования оборудования.
Рассмотрим, каково влияние типа производства на капиталовложения и себестоимость.
При изготовлении продукции по заказам капиталовложения в оборудование сравнительно низкое. Обычно используется небольшое число специалистов, что ведет к относительно низким накладным расходам. Всю работу выполняют высококвалифицированные рабочие, и, учитывая высокую интенсивность труда, затраты на оплату труда составляют большую часть всех расходов. Стоимость материалов низкая по сравнению со стоимостью труда, если же требуются дорогостоящие материалы, то они часто предоставляются заказчиком. [10]
При изготовлении продукции партиями увеличиваются капиталовложения в производство для достижения более низкой себестоимости. Фирмы стараются максимально использовать оборудование путем выпуска большего числа продукции при одинаковой технологии, что повышает эффективность использования капиталовложений в процессе производства.
Высокий уровень капиталовложений в поточное производство приводит к снижению себестоимости. Здесь большая часть затрат приходится на материалы и приобретаемые у других фирм компоненты, а также на накладные расходы, а стоимость труда составляет относительно малую часть затрат.
Рассмотрим, как влияет тип производства на организационную инфраструктуру.
Организация производства, направленного на выполнение заказов, требует децентрализованного управления и предприимчивости, чтобы быстро и эффективно реагировать на изменяющиеся запросы рынка. Руководители компаний должны разбираться в технологическом процессе, чтобы принимать квалифицированные решения. Также очень важна квалификация рабочих, поскольку по большому счету им приходится принимать многие решения самостоятельно. Конкурентоспособность здесь в значительной мере зависит от того, насколько грамотно осуществляется руководство высококвалифицированной рабочей силой.
При изготовлении продукции небольшими партиями организационный стиль и управление остаются теми же, что и при изготовлении продукции по заказам. Но для производства больших партий продукции становится более характерным централизованное - бюрократическое - управление, поскольку по мере усложнения производства растет уровень использования специалистов в управлении. Сам руководитель производства должен обеспечивать координацию и развитие системы производства. [10]
Поточное производство применяется при больших объемах продукции и, следовательно, многочисленности персонала, поэтому здесь наиболее эффективной будет централизованная система управления. Здесь появляется большое количество отделов и функциональных подразделений, которыми необходимо управлять. Руководители следят за оптимальным использованием возможностей производства и персонала, а специалисты обеспечивают техническое ноу-хау для продукции и технологических процессов.
2.2 Эффективность мелкосерийного и крупносерийного производств на предприятии ОАО Автоваз
Предприятие Автоваз функционирует на российском рынке с 1993 года. Рассмотрим, какие стратегические цели преследует данное предприятие.
-Сохранение лидерства на российском автомобильном рынке.
-Активная интеграция в мировое автомобилестроение.
-Достижение передового уровня квалификации персонала.
-Эффективное управление ресурсами и затратами.
-Постоянное улучшение качества.
-Развитие корпоративной культуры, ориентированной на достижение результата.
-Внедрение передовых гибких технологий производства автомобилей. Оперативное реагирование компании на требования рынка.
-Обеспечение потребителей автомобилями, соответствующими международным нормам безопасности и экологии. [9]
Благодаря поставленным стратегическим целям, рассмотри эффективность мелкосерийного и крупносерийного производств, которые существуют на анализируемом предприятии.
Эффективность мелкосерийного производства сварных конструкций повышают следующими путями:
1. Сосредоточение однотипных сварных конструкций (плоскостных, балочных, цилиндрических, решетчатых, рамочных, корпусных, сферических, конических и пр.) и создание для их изготовления типовых участков. Это приближает мелкосерийное производство к серийному и создает условия для применения средств механизации и автоматизации. [9]
2. Замена ручной сварки механизированной и автоматической. В настоящее время около 70% всех швов в сварных конструкциях составляют короткие и угловые швы, поэтому основной путь механизации сварки таких швов — полуавтоматическая сварка в среде защитных газов. В случаях, где целесообразна автоматическая сварка, перспективно применение наряду с обычными сварочными головками и тракторами легких переносных тракторов массой до 12— 14 кг и самоходных тележек к полуавтоматам для перемещения горелки во время сварки. Такие участки и цеха созданы на судостроительных заводах (для сборки и сварки полотнищ и приварки набора, изготовления тавровых профилей), на машиностроительных заводах и заводах металлоконструкций (для сборки и сварки балок и полотнищ). [9]
3. Механизация заготовительных операций. Созданы полуавтоматические линии для изготовления деталей из листового проката с применением газовой и плазменной резки почти на всех судостроительных заводах. Линии и участки холодной обработки листового проката, прокатных уголков, швеллеров, двутавров и труб созданы на многих машиностроительных заводах и предприятиях, изготовляющих металлические строительные конструкции.
4. Применение в раскройно-заготовительных отделениях заводов автоматизированных участков комплектации, в которых учет и выдача поступающих деталей, а также управление штабелерами и подъемно-транспортными устройствами осуществляется с помощью ЭВМ. Такие автоматизированные участки позволяют не только сократить число обслуживающего персонала, занятого комплектацией, но и обеспечить своевременное поступление деталей в сборочно-сварочные отделения. В этом случае детали хранят и подают на сборку в контейнерах и поддонах (в зависимости от размеров деталей), являющихся общей оснасткой раскройно-заготовительных и сборочно-сварочных отделений. [9]
5. Расширение механизации вспомогательных операций. В раскройно-заготовительных и сборочно-сварочных отделениях наряду с мостовыми кранами применяют автономные грузоподъемные средства (консольные и полупортальные краны, кран-балки, поворотные консоли с тельферами и т. п.), оборудованные быстродействующими захватами и выносными пультами, обслуживаемыми не крановщиками и стропальщиками, а рабочими основного производства. При серийно м изготовлении сварных конструкций сборочные и сварочные операции, как правило, выполняются на специализированных поточных линиях с отдельно расположенными рабочими местами, а при необходимости — связанными между собой единой транспортной системой. Ритмичная работа таких линий обеспечивается за счет размещения накопителей и промежуточных складов между рабочими местами и линиями. [9]
Особое место в серийном производстве занимают высокомеханизированные и автоматизированные переналаживаемые линии, предназначенные для изготовления определенных, но незначительно отличающихся по форме и размерам сварных конструкций. В таких линиях сборочные и сварочные установки переналаживаются за счет изменения положения основных узлов на станинах этих установок в период подготовки линии к изготовлению новой сварной конструкции^ Оборудование переналаживаемых линий конструктивно не изменяется, поэтому основные узлы сборочных (базы, фиксаторы, прижимы и т. п.) и сварочных (автоматы, их рельсовые пути и т. п.) установок, а также вспомогательное оборудование для выполнения подъемно-транспортных операций й системы автоматизации этих линий могут быть высокопроизводительными и выполнять технологические операции с высоким уровнем механизации и автоматизации. Переналаживаемые линии имеются в краностроении, изготовлении корпусов электродвигателей, производстве полотнищ в судостроении, сварных двутавровых балок в строительстве, однако таких линий еще недостаточно, в связи с чем и в серийном производстве многие конструкции изготовляют с применением методов, характерных для мелкосерийного производства. Крупносерийное производство сварных конструкций является специализированным и предназначается для изготовления определенной конструкции и входящих в нее узлов (например, сварных кузовов автомобилей различных марок, магистральных полувагонов, шахтных вагонеток, оконных переплетов и т. д.). В этом случае автоматические линии или агрегаты для изготовления сварных подузлов соединяют внутрицеховым транспортом с линией для изготовления из них узлов и далее с линиями общей сборки и сварки выпускаемой конструкции, а сами сварные конструкции изготовляют машины, которые управляются оператором. Такие линии имеются на многих автомобильных, тракторных и других заводах с крупносерийным производством. Отличительной особенностью полностью автоматических сборочно-сварочных линий является то, что рабочие места этих линий соединяются между собой транспортной системой, которая по своей конструкции и работе увязана с основным и вспомогательным оборудованием рабочих мест. Связь между рабочими местами автоматических линий может быть жесткой и гибкой. Гибкую связь на линиях обеспечивают за счет применения межоперационных накопителей деталей и узлов, что дает бесперебойную работу линии при отказе какого-либо элемента. В крупносерийном производстве операции по сварке швов, расположенных во всех пространственных положениях, должны выполняться автоматами. Это могут быть автоматы для дуговой сварки, машины для контактной и точечной дуговой сварки, промышленные роботы, а также различные сварочные устройства, в которых перемещение изделия осуществляется механическим оборудованием линии. В зависимости от требуемой производительности на одном рабочем месте линии вместо одного устанавливается несколько автоматически работающих сварочных аппаратов, одновременно сваривающих определенные швы или участки этих швов.
В связи с большими возможностями промышленных роботов их можно эффективно использовать в качестве единого универсального оборудования, которое настраивается по определенной программе и предназначено для автоматической сварки различных по форме и размерам швов. [9]
Автоматизированные линии с роботами для сварки начали работать на ряде автомобильных заводов: ВАЗ, ГАЗ, ЗИЛ и др. Автоматические линии могут быть созданы при условии автоматизации сборки изделий. Это достигается расчленением операций сборки, т. е. сборка выполняется не на одном рабочем месте, а на нескольких, как правило, с совмещением приварки устанавливаемой детали. В этом случае сварные конструкции изготовляют методом постепенного наращивания, и сборка превращается в простую и относительно легко выполняемую операцию. При массовом производстве сварных конструкций наиболее целесообразно использовать подвесные толкающие конвейеры для обслуживания автоматических линий и агрегатов в заготовительных, сборочно-сварочных и отделочных отделениях. Применение подвесных конвейеров и автоматических линий и агрегатов в сочетании с управлением ими с помощью ЭВМ позволит в сварочном производстве перейти к созданию комплексных автоматизированных предприятий и заводов-автоматов. [9]
Образцом комплексной механизации и автоматизации сварочного производства в крупносерийном производстве может служить изготовление узлов легкового автомобиля на ВАЗе. Сборку и сварку узлов автомобиля ведут на комплексно-механизированных и автоматизированных линиях. Крупные детали подаются на линии системой конвейеров, мелкие — в контейнерах автопогрузчиками. Узлы с одной позиции на другую передаются автоматическими транспортерами. В конце каждой автоматической линии имеются посты перегрузки, с которых с помощью подвесного конвейера узел передают на следующую автоматическую линию или на место складирования межоперационных заделов.
Высокая производительность труда на ВАЗе достигнута за счет применения быстродействующих машин и механизмов, безотказной работы всего оборудования и четкой организации обслуживания. Сварочные машины имеют быстродействующие разъемы для снабжения их электроэнергией, сжатым воздухом, водой. Переналадку, ремонт, замену оснастки ведут в нерабочее время или с минимальными потерями рабочего времени. Почти 40% от общего числа сварных точек автомобиля на этом заводе выполняется на многоэлектродных машинах. Сборку и сварку основных узлов кузова (крыши, боковин, пола, передних крыльев и дверей) ведут на комплексно-механизированных и автоматизированных линиях, состоящих из многоэлектродных машин. [9]
Заключение
Данная курсовая работа представила собой анализ проблемы на тему «Типы производства». В заключение данной работы сформулируем ряд выводов.
Системный подход к организации производства порождает понятие «производственная система». Производственная система (англ. production system,) — это система, использующая операционные ресурсы предприятия для преобразования вводимого фактора производства («вход») в избранную предприятием продукцию или услуг(«выход»). «Вход» может быть представлен сырьем, заказчиком либо готовой продукцией, полученной из другой производственной системы.
Производственная система укрупненно состоит из элементов производственного процесса (средств труда, предметов труда, труда) и элементов технической и организационной упорядоченности. Эта упорядоченность устанавливается исходя из принципа экономичности систем. Все элементы производственной системы функционируют с одной целью — изготовление продукции, необходимой потребителю, т.е. производственная система формируется как средство достижения цели — изготовления и реализации продукции для получения прибыли.
Для полного описания системы нужно знать состояние ее элементов, а также состояние связей между ними — «входов» и «выходов».
Совокупность подсистем подразделяется на управляемые и управляющие объекты, т.е. на управляемую и управляющую подсистемы.
Управление системой сводится к обеспечению ее целенаправленного поведения в изменяющихся условиях. Это достигается надлежащей организацией и развитием производства. Различие производственных систем состоит в том, что перед ними поставлены различные задачи. Методы и средства, используемые в организации, направлены на создание условий, максимально содействующих достижению поставленных целей.
Планирование, как уже было сказано, представляет собой следующий комплекс действий: постановку проблемы, прогнозирование, определение целей, разработку стратегии их выполнения, определение условий и средств достижения цели. Функционирование производственной системы обеспечивается благодаря регулированию, которое включает учет и контроль. В процессе планирования принимаются решения. Потом создаются условия для их выполнения и дальнейшего функционирования. Однако под влиянием внутренних и внешних факторов могут возникать отклонения от намеченных целей. Регулирование направлено на нейтрализацию причин отклонений и обеспечение желаемого хода развития системы.
Чтобы обеспечить функционирование производственной системы, осуществляют сбор, хранение, обработку информации для расчета показателей, характеризующих работы системы, и их анализ.
Контроль предполагает наблюдение за ходом достижения поставленных целей, проверку выполнения управленческих решений и оценку их последствий.
Регулирование позволяет выявить проблемы, требующие новых управленческих решений, новых организационных структур. Последствия этих решений вновь будут регулироваться, контролироваться.
Таким образом, производственная система включает: планирование, анализ, контроль. В зависимости от особенностей производственной системы осуществляется процесс управления.
Основной функцией производственной системы является выпуск продукции. Производство включает непосредственно технологические процессы и вспомогательные операции, связанные с изготовлением продукции.
Список использованных источников
- Артамонов, В. С. Микроэкономика: Учебное пособие.- СПб.: Питер, 2009. — 320 с.
- Балашов, А. И. Производственный менеджмент (организация производства) предприятии: уч. Пособие.- СПб.: Питер, 2015. - 160 с.
- Барона, Ю. М. Технология конструкционных материалов: Учебник для вузов. -СПб.: Питер, 2012. — 512 с.
- Бузннк, Е.Н. Технология автофакгоростроения: Учебное пособие. 2-е изд., стереотип. -М.: МГИУ, 2015.- 100 с.
- Герасина, О.Н. Организация производства и менеджмент: уч. пособие . – М. МГИУ, 2015. – 204 с.
- Егорова, Т. А. Организация производства на предприятиях машиностроения: уч. пособие. — СПб.: Питер, 2014. — 304 с.
- Ершов, В. Ф. Бизнес-проектирование: уч. Пособие.- СПб.: Питер, 2015. — 288 с.
- Ефимова, Е.Г. Экономика: уч. пособие. 3-е изд., стереотип. – М.: МГИУ, 2015. – 368 с.
- Зонова, А. В. Бухгалтерский финансовый учет: учебное пособие. - СПб.: Питер, 2015. - 180 с.
- Рачков, М.Ю. Технические средства автоматизации: учебник. - 2-е изд., стереотип. -М.: МГИУ,2015.- 185 с.
- Тулембаева, А.Н. Логистика: Учебник. 3-е изд., испр. и доп.— Алматы: Триумф «Т», 2015. - 360 с.
- Федюкин В.К. Управление качеством процессов: уч. пособие. - СПб.: Питер, 2015. – 248с.
Приложение 1
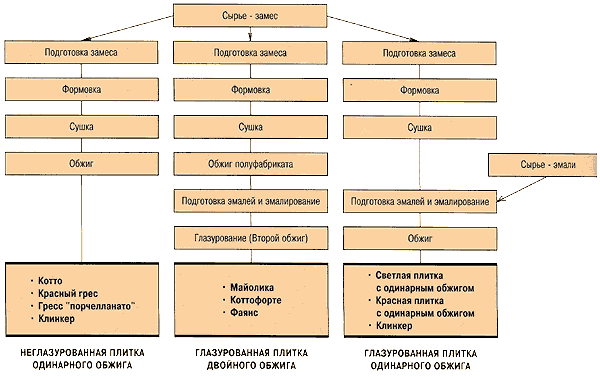
Рисунок 1 – Пример выбора типа производства

- Влияние кадровой стратегии на работу организации на рынке труда
- Управление инновациями в организации
- Оборотные активы предприятия (ООО «Токио»)
- Учет лизинговых операций
- Бухгалтерский баланс организации и порядок его составления)
- Налоги с физических лиц и их экономическое значение в РФ
- Защита сетевой инфраструктуры предприятия. Обзор технологий обеспечения защиты компьютерных сетей
- Корпоративная культура в организации (ООО «Ант»)
- Характеристика видов и форм права собственности по российскому законодательству
- Особенности функционального состояния человека в экстремальных видах деятельности. Психология экстремальной деятельности
- Невербальные проявления эмоциональных состояний человека (Типы невербальной коммуникации)
- Экспертиза как средство управления качеством и конкурентоспособностью (слабоалкогольных) товаров