
Послепечатные процессы полиграфического производства.
Содержание:

Введение
Актуальность:
Наш мир меняется, появляться все больше и больше способов получения новой информации: телефоны, компьютеры, новости по телевизору, но как бы не менялся мир, все равно основной источник информации остался неизменным – печатный продукт. Из журналов, книжек, листовок, газет мы познаем нужную нам информацию. Естественно, всю нужную нам информацию мы без трудностей можем найти и через современные гаджеты и интернет, поэтому в данный момент времени эта тема очень актуальна.
Степень изученности:
Тем более, эта тема довольно изучена, много людей, преподавателей, написано много книг, статей, докторских работ, рефератов, поэтому с поиском информации не заставит труда.
Цель исследования:
Процесс создания печатной продукции очень трудоемкий, он включает в себя большое количество действий от предпечатной подготовки (рзработка макета, цветопробы и др.) до запуска макетов в печать. Поэтому цель моей курсовой работы – ознакомиться со всеми видами послепечатными процессами.
Объект и предмет исследования:
Затрагивая тему о полиграфических процессах, мне хотелось бы рассказать о послепечатных процессах, это и есть мой объект и предмет исследования, ведь люди думают, что после того, как проект реализуется в типографии он уже полностью готов, но это не так. Ведь послепечатные процессы – это один из важных пунктов в успешной реализации проекта.
Задачи исследования:
- Выяснить самые распространённые виды обработки;
- Исследовать полную классификацию;
- Сравнить несколько процессов, для выявления лучшего;
- Изучить, какие полиграфические процессы существуют.
II. Полиграфические процессы
Современная полиграфическая технология позволяет получить большое разнообразие продукции. Печатание может осуществляться с печатных форм различных видов, и не только на бумаге, но и на самых разнообразных материалах. Хотя не существует общепринятой классификации печатной продукции, однако, представляется целесообразным все виды такой продукции свести к следующим:
- издательская - в изготовлении которой принимают участие издательства и полиграфические предприятия. Это книги, газеты, журналы, листовая продукция.
- рекламная - может изготавливаться при участии издательств, но их могут заменять и рекламные агентства. Существует огромное разнообразие такой продукции - специальные издания, листовки, рекламные плакаты, реклама на отдельных изделиях - пакетах, футболках.
- деловая - конторские книги, бланки отчетности, школьные журналы.
- специальная - по заказам министерств и ведомств. Это денежные знаки, почтовые марки, бланки различных документов - паспортов, членских билетов, удостоверений и т.п.
- этикеточно-упаковочная - различные виды этикеток и упаковки. Изготовление такой продукции предусматривает применение разнообразных материалов для печати, различных видов печатных форм.
- полуфабрикаты, которые потом входят в готовую продукцию, не относящуюся к полиграфии. Например, пленка, запечатанная под дерево, для оклеивания мебели, различные виды обоев и т.д.
В изготовлении издательской продукции участвуют издательства и полиграфические предприятия. Издательства разрабатывают планы выпуска литературы, заказывают рукописи авторам. Кроме того, иногда они отдают рукопись на рецензирование, для того, чтобы специалисты сделали заключение о целесообразности ее издания или о необходимости доработки.
Издательства также осуществляют научное и литературное редактирование рукописи, ее корректуру, что улучшает качество. Однако, довольно часто, рукописи издаются и в авторской редакции.

В зависимости от технического оснащения и квалификации работников, издательства в той или иной степени выполняют допечатные процессы. Кроме того, они размещают заказы по полиграфическим предприятиям и следят за своевременным их выполнением, занимаются приобретением некоторых полиграфических материалов и сбытом готовой продукции.
Полиграфические предприятия также, в зависимости от технического оснащения и квалификации работников, часто выполняют допечатные процессы. Кроме того, они изготавливают печатные формы, печатают тиражи, осуществляют брошюровочно-переплетные и отделочные работы.
Что касается непосредственно полиграфических процессов:
все операции делятся на 3 стадии:
- Допечатная подготовка
- Процесс печати
- Послепечатные процессы.

III. Допечатные процессы
Допечатная подготовка – в допечатную подготовку входит ряд процессов. Они включают в себя все, что связанно с проектированием проектов, созданием макетов, верстки текста для журналов и газет, разработкой технического задания и т.п. Всё это нацелено на успешную сдачу проекта в тираж. Уже после реализации печатных действий в допечатном периоде печатники с полной уверенностью приступают к печати заказного продукта.
Изготовление печатной продукции начинается с подготовки текстовых и изобразительных оригиналов. Информацию, которая содержится в оригиналах необходимо привести к виду, пригодному для полиграфического воспроизведения, т.е. обработать. В настоящее время такая обработка производится с помощью специальных компьютерных программ, поэтому необходимо осуществить операции ввода - оцифровку аналоговой

информации и запись цифровых файлов на жесткий диск компьютера. Далее производятся обработка информации, изготовление печатных форм и печатание тиража. Процессы, предшествующие печати, принято называть допечатными. Из запечатанных листов изготавливаются книги, журналы, листовая продукция. В случае необходимости готовая продукция дополнительно отделывается.
К допечатным процессам относятся:
- ввод текстовой информации,
- ввод и обработка изобразительной информации,
- верстка и монтаж полос,
-изгото- вление фотоформ,
- изготовление печатных форм.
Допечатные процессы осуществляются с использованием компьютерных издательских систем и специальных программ. Под вводом информации подразумевается преобразование аналоговой информации в цифровую и запись цифровых файлов на жесткий диск компьютера. Так как текстовая и изобразительная информация имеют разный характер, их ввод и обработка осуществляются порознь. Изобразительная информация может оцифровываться, например, с помощью сканера. Обработка - или в программе сканирования, или после ввода. Текстовый файл может быть создан, например, путем набора текста.Затем в электронном виде производится верстка полос - совмещение текстовой и изобразительной информации и формирование будущего издания. В процессе верстки обрабатывают текстовую информацию. Полосы могут быть выведены либо с помощью фотовыводного устройства на фотографический материал или с помощью принтера на специальную матовую пленку. Из полученных в результате диапозитивов полос вручную изготавливаются монтажи диапозитивов, которые используются для изготовления печатных форм.
IV Печатные процессы
Печатные процессы – непосредственная печать проектов. При процессе печати учитываются приложенные к макетам техническое задания. Они плотно изучаются. После уточнения деталей у заказчиков процесс печати запускается. Но, чтобы не было летальных ошибок, которые выясняются после выпуска тиража в производство, сначала делают пробную печать. И после того, как заказчик утвердит и этот момент тираж запускается в печать полностью. Чаще всего при этом используется офсетная печать или другие способы нанесения изображений. Но, если заказчик делает заказ на небольшой тираж, то, как правило, в создании маленького количества экземпляров используется цифровое оборудование. При средних заказах и особенно крупных тиражах запускаются мощные машины, которые производят офсетную печать.
В зависимости от вида печатного материала различают два типа печати.
Печать на листовых машинах — процесс получения оттисков, при котором запечатываемый материал подается в печатный аппарат в виде отдельных листов запечатываемого материала. Существуют листовые печатные машины с рулонной зарядкой, в которых от рулона бумаги отрезается отдельный лист установленного формата перед подачей в первый печатный аппарат машины.
Печать на рулонных машинах — процесс получения оттисков, при котором запечатываемый материал подается в печатный аппарат в виде непрерывного полотна (ленты) с рулона. После печати материал (например, бумажное полотно) чаще всего разрезается на отдельные листы, фальцуется в отдельные тетради. Существуют рулонные печатные машины с листовым выводным устройством, у которых можно изменять формат отрезаемого листа. Они используются для печатания обложек, этикеток и другой продукции. Имеются машины для печатания с рулона на рулон: на них печатают, а затем лакируют обложки, обои и аналогичную продукцию. Флексографские рулонные печатные машины, как правило, агрегатируют с секциями лакирования, тиснения, высечки, биговки, перфорации и продольной или поперечной разрезки рулона.
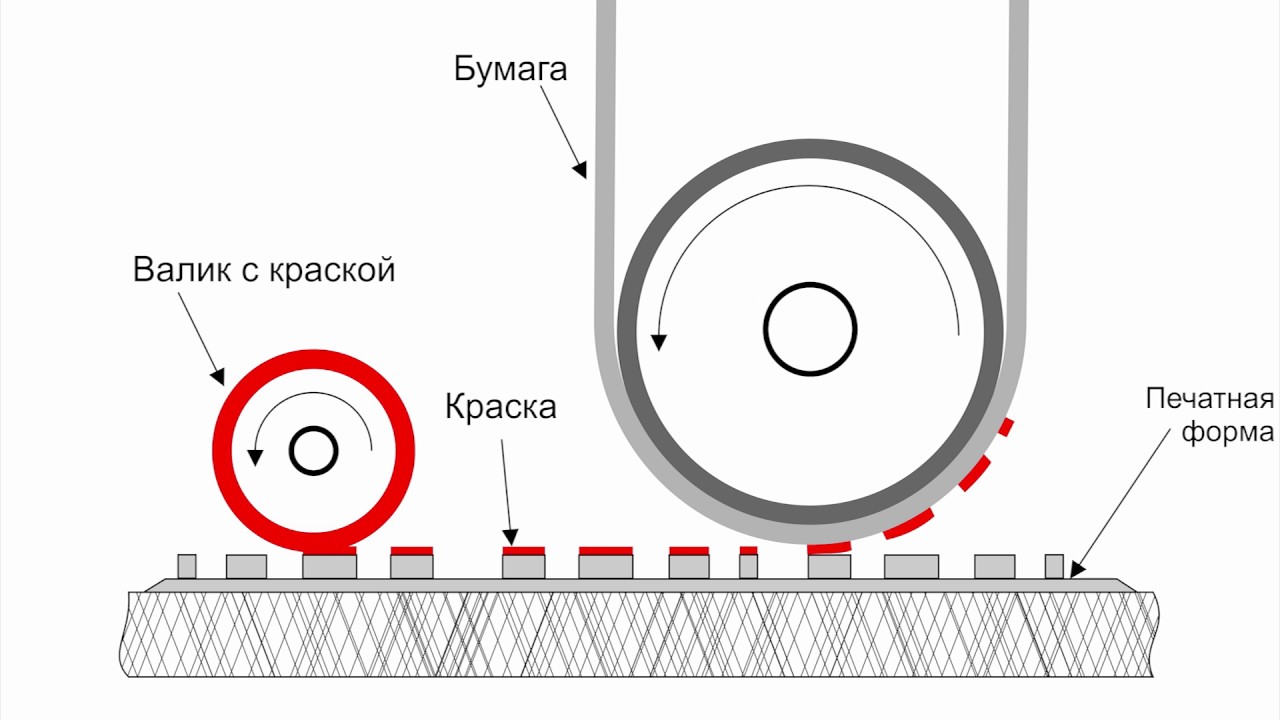
Способ высокой печати:
Один из основных способов полиграфического размножения текста и рисунков, при котором печатающие и пробельные элементы формы расположены на разных уровнях (не в одной плоскости), печатающие — выше, а пробельные — ниже. Это обеспечивает возможность при прокатывании эластичных валиков с краской наносить её избирательно, только на печатающие элементы и передавать с них краску на запечатываемую поверхность. Благодаря относительной простоте и быстроте изготовления печатных форм (в особенности для воспроизведения текста), хорошему качеству продукции и высокой производительности, высокая печать широко применяется для печатания газет, журналов, книг, многокрасочных иллюстраций и т. п. Характерными признаками оттисков, полученных этим видом печати, являются чёткость и резкость элементов изображения, большая насыщенность их краской и наличие небольшого рельефа на обратной стороне листа.
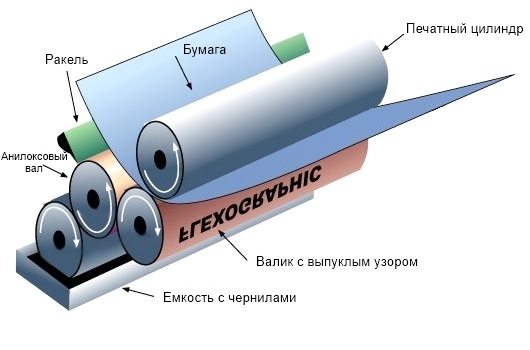
Флексографская печать:
Это способ высокой прямой ротационной печати с эластичных (гибких резиновых, фотополимерных) рельефных печатных форм, которые могут крепиться на формных цилиндрах различных размеров. Гибкие формы позволяют печатать на множестве различных типов поверхностей, которые совершенно не подходят для офсета — от тонкого пластика до грубого картона. Это и полиэтилен, и полипропилен, и кашированная фольга, и оберточная бумага. Флексографский способ печати вобрал в себя все сильные стороны высокой и офсетной печати, обойдя их недостатки.
Флексографские машины могут работать с водными красками, а не только с красками на основе масел, принятыми для офсетной литографии. Обычно водные краски оказываются предпочтительнее по экологическим соображениям. Особенно при изготовлении безопасной упаковки для продуктов питания.
Плоская печать:
Это способ печати, у которой печатающие и пробельные элементы практически лежат в одной плоскости. Они обладают избирательными свойствами восприятия маслосодержащей краски и увлажняющего раствора — воды или водного раствора слабых кислот и спиртов. Увлажняющий раствор наносится на печатную форму перед нанесением печатной краски.
Плоская косвенная печать. К способу плоской косвенной печати относят офсетный способ печати, при котором краска с печатной формы передается на бумагу посредством промежуточного офсетного цилиндра, на котором укреплено резинотканевое офсетное полотно.
В настоящее время офсетным способом печатаются самые разнообразные издания: книги, журналы, газеты, изобразительная продукция, в том числе издания по искусству, всевозможные рекламные материалы.
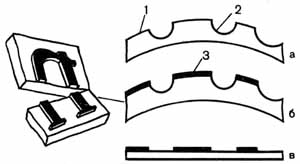
Изображение разреза формы высокой печати и оттиска с нее.
А — печатная форма (1 — печатающий элемент, 2 — пробельный элемент);
Б — печатная форма с нанесенной краской (3);
В — бумага с оттиском
III. Послепечатные процессы
После того как наш проект напечатан в типографии, его обрабатывают до свершенного вида, проделывают, так скажем, «отделочные» работы, которые помогают придать нашим работам законченный, аккуратный, презентабельный вид. Послепечатные процессы весьма значимы в изготовлении проектов на производстве печатной продукции. Ведь это заключающий этап, в создании наших проектов, в котором и формируется итоговая продукция.
В послепечатную обработку входят следующие процессы:
- Брошюровочные
- Переплетные
- Отделочные

Брошюровка печатных изделий
Брошюровочные процессы — это обработка заранее напечатанных листов листовок, журналов, книжек, брошюр и другой печатной продукции. К брошюровочным процессам относят: обработку оттисков, вырубка, резка, обработка лазером, фальцовку, скрепление листов — шитье нитками или же проволокой, клеевое скрепление, обработку блока — подготовку его для переплета. По итогу брошюровки из напечатанных листов получают готовый продукт, который можно отпускать в реализацию.
Операция резки - Для этих целей предлагается целый ряд бумагорезальных машин известных фирм, рассчитанных на выполнение любых производственных задач. Здесь и ручные резаки, и высокопроизводственные автоматические резальные машины, рассчитанные на резку стоп любой бумаги и картона всех распространенных на практике форматов. Режутся и стопы бумаги, и рулонная бумага.

Сталкивание листов - Использование сталкивателей бумаги (джоггеров) целесообразно при решении многих проблем в ряде отраслей полиграфического производства.
При печати на ризографе несколькими цветами необходимо для улучшения цветосовмещения подавать идеально сложенную стопку бумаги. Ручное сбивание пачки тяжело физически, требует больших затрат времени и не дает желаемого результата. Используя сталкиватель, можно не только облегчить свою работу, но и значительно улучшить результат печати.
Сталкиватели бумаги позволяют избавить от этих проблем. Если необходимо аккуратно упаковать стопку бумаги — например, пачку листовок, то и в этом случае без использования сталкивателя бумаги трудно обойтись. Сталкиватели листов (форматы А4 и А3) за счет вибрации стопы позволяют аккуратно собрать пачку листов.
Фальцовка - Если полученная после подрезки и разрезки печатная продукция нуждается в фальцовке, то для этого обязательно нужна фальцевальная машина, ибо даже просто точно перегнуть лист бумаги пополам, если этих листов не одна сотня или даже тысяча, — очень трудоемкая задача. А что уж тут говорить, если фальцевать нужно втрое, вчетверо или больше.
Для этих целей существует ряд высокопроизводительных, удобных в обслуживании, надежных фальцевальных машин. Разнообразные конструкции машин высокого класса, позволяющие выполнить ряд различных видов сгибов с предварительным их программированием. Они оснащены микропроцессорными устройства регулирования и управления, которые сокращают потери времени при наладках машин, упрощают управление ими и повышают скорость работы.
Подборка - Но одной только фальцовки часто бывает недостаточно для того, чтобы изготовить книгу или брошюру. В результате фальцовки мы получаем тетради, состоящие из четырех, восьми, шестнадцати или тридцати двух страниц. Но ведь в издании их может быть значительно больше. Тогда несколько тетрадей необходимо подобрать, объединив первую со второй, третьей и т. д. И для того, чтобы эту операцию выполнять не вручную, имеются листоподборочные машины. Конструктивно они выполняются в двух вариантах — башенного типа и роторного типа. Эти машины имеют модульное построение, позволяющее агрегатировать их таким образом, чтобы они были наиболее оптимально приспособлены для успешного выполнения конкретной типографией своих задач, кроме того, в машинах такого назначения обычно введен компьютерный контроль всего подборочно-брошюровочного процесса создания книги.
Брошюровка - Когда подборка тетрадей будущей книги закончена, встает вопрос их скрепления, которое позволит получить законченную книгу. Наиболее распространенные способы скрепления — проволочное и клеевое. Какое из них выбрать — зависит, прежде всего, от объема издания.
Во-первых, необходимо отметить, что существуют два подхода к изготовлению многостраничных изданий: полистный и тетрадный.
Тетрадный способ является более традиционным. Так изготавливается большинство книг и периодических журналов. Печать при этом выполняется, как правило, на рулонных машинах большого формата, причем на выходе после рубки и фальцовки получаются 8-, 16- или 32-страничные тетради. Далее, при объеме издания до 80 страниц, тетради подбираются вкладкой, сшиваются проволокой внакидку и обрезаются с трех сторон.
При большем объеме издания тетради подбираются в стопу. Корешок издания при этом скрепляется нитками, термонитью или клеевым способом.
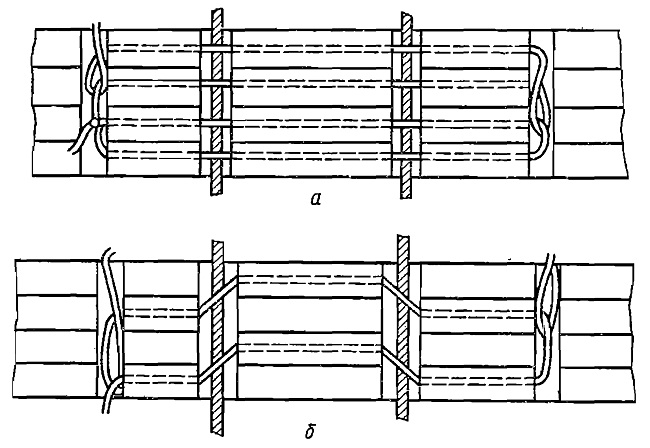
Шитье нитками — самый надежный способ брошюровки. При этом отдельные тетради прошиваются нитками в сгибе и скрепляются друг с другом в блок за счет пришивания к специальной основе, проложенной по корешку. Далее к нему может приклеиваться мягкая обложка, а может изготавливаться твердый переплет.
Полистный способ брошюровки - подбор ведется не тетрадями, а отдельными листами. Полистные процессы легче поддаются автоматизации, и, соответственно, оборудование значительно дешевле. Основными способами скрепления при полистной брошюровке являются скрепление термоклеем («бесшвейное») и шитье проволокой.
Бесшвейное крепление - В этом случае листы, составляющие книгу, собираются в блок, подрезаются со стороны корешка и проклеиваются клеем по торцу. К получившемуся блоку приклеивается обложка. Преимуществом этого способа является простота и небольшое время обработки книжного блока.
Очевидно, для этого способа брошюровки использование в качестве исходного материала тетрадей не только не обязательно, но и неудобно, он рассчитан на отдельные листы. Аппараты бесшвейного скрепления (их называют «биндеры»), ориентированные на работу с тетрадями, имеют фрезу, которая срезает корешок тетради на глубину 3до 3–4 мм, превращая тетради в отдельные листы. Одновременно она придает шероховатость краям листов, улучшая их восприимчивость к клею.
Отдельно следует сказать о клеях, используемых для брошюровки. От их качества и правильного использования зависит очень многое. К клею предъявляются противоречивые требования: с одной стороны, он должен хорошо проникать в толщу листов, то есть быть текучим и жидким. С другой стороны, после закрепления он должен обеспечивать одновременно жесткость корешка и эластичность при раскрывании книги.

Основных видов клея два — так называемые горячие и холодные. Холодный клей — это поливинилацетатная эмульсия, хорошо всем известный ПВА. Преимущества этого клея являются продолжением его же недостатков. Он медленно сохнет (около суток), за это время хорошо проникая в толщу бумаги и надежно скрепляя листы. Однако все это время сброшюрованная книга должна лежать под прессом, при подходящей температуре и влажности. К недостаткам ПВА относится и то, что он содержит воду. Некоторые сорта бумаги, впитывая ее, коробятся и после высыхания не распрямляются в достаточной степени. Зато при скреплении тяжелых мелованных бумаг и при изготовлении книг из разных сортов бумаги ПВА позволяет получать лучшие результаты, чем большинство горячих клеев. Кроме того, с течением времени он практически не теряет эластичности.
Но в целом из-за сложностей, связанных с правильной сушкой книг, ПВА используется все реже. Пожалуй, единственная область, где применяется почти исключительно холодная склейка — это скрепление самокопирующих бланков. Стопу высотой несколько сантиметров зажимают в специальном обжимном прессе или просто под балкой бумагорезальной машины и промазывают ровным слоем ПВА. Операцию повторяют 2-3 раза в течение нескольких часов.
Самый оперативный способ брошюровки — термоклеевой. Расплавленный клей при температуре 160–200ОС наносится на корешок и схватывается сразу после остывания. Все устройства для такого скрепления позволяют одновременно с проклейкой блока крыть его мягкой обложкой. Книга, скрепленная термоклеем, может упаковываться уже через несколько минут после окончания брошюровки.
Горячие клеи различаются по многим характеристикам. Прежде всего, для каждого клея существует своя оптимальная температура нанесения. При ее превышении он становится ломким после остывания, при более низкой температуре — плохо проникает в толщу листов. Некоторые клеи могут использоваться в помещениях с обычной бытовой вентиляцией, другие требуют специальных вентиляционных систем. Вязкость в расплавленном состоянии, эластичность в застывшем, степень адгезии к различным материалам — все это тоже различается у разных клеев.
Очень сильно влияет на качество скрепления настройка режимов брошюровальной машины: температура клея, толщина нанесения клеевого слоя, время выстоя перед накидкой обложки, продолжительность и сила обжима. При использовании серьезного аппарата бесшвейного скрепления, имеющего достаточное количество настроек, для каждой работы может быть подобран подходящий клей.
Есть случаи, когда бесшвейного скрепления лучше избегать. Например, очень сложно добиться прочного скрепления плотной мелованной бумаги большого формата, особенно при большой толщине.
Шитье проволокой или скрепками. Для изданий, скомплектованных подборкой, применяется шитье проволокой или скрепками втачку. Данный вид скрепления достаточно распространен в мелко- и среднесерийном производстве, достаточно прост и экономичен. Недостатком является ухудшенная раскрываемость изданий, поэтому этот вид скрепления чаще всего применяется редко. Однако он обеспечивает очень высокую прочность скрепления, а в сочетании с приклейкой обложки на термоклеевой машине получается и неплохой внешний вид изделия. Поэтому такой способ можно рекомендовать для изданий, рассчитанных на интенсивную эксплуатацию: школьные пособия, справочники, методические руководства.
Для шитья толстых брошюр рекомендуется использовать встречное шитье. При этом брошюру прошивают двумя скобами навстречу друг другу, причем они не выходят на другую сторону блока. Необходимым условием для обеспечения прочности такого соединения, является взаимное перекрытие скоб на глубину не менее двух третей от полной толщины брошюры.
Переплетные
Переплетные процессы включают в себя операции накидки обложки и подрезки. Книжные блоки подобраны и сшиты. Остается их одеть в переплеты. Но для этого требуется еще несколько операций.
Во-первых - надо подготовить картонные сторонки. Их кроят на картонорезальных машинах с круглыми ножами.
Во-вторых - нужно разрезать переплетные ткани на бобинорезальных станках типа. После этого вступают в работу крышкоделательные машины. Они полностью изготавливают цельнотканевые, составные и цельнобумажные переплеты: намазывают клеем ткань или бумагу, прижимают их к картонным сторонкам, загибают края ткани или бумаги и приклеивают их на внутренней стороне крышек.
На цельнотканевых переплетных крышках и на корешках составных переплетов обычно указываются фамилия автора, название книги, издательство, выпустившее эту книгу в свет. Все эти данные наносятся на переплет с помощью фольги (бронзовой, алюминиевой, красной, зеленой, синей и другой) или тертых цветных красок. В ряде случаев на переплеты наносят рельефные изображения.
Сделать все это руками невозможно. Поэтому в типографиях применяются полуавтоматические позолотные прессы. Они производят тиснение при температуре до 180 градусов и нажиме до 80 тонн.
Подрезка - Одновременно с изготовлением крышек производится дальнейшая обработка блока книги. Прежде всего, надо с трех сторон обрезать блоки. Эту операцию работники типографии выполняют на трехножевой резальной машине. В небольших типографиях процесс подрезки книжных блоков производят на одноножевых бумагорезальных машинах — гильотинах.
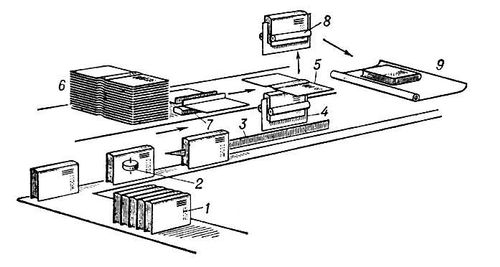
После этого обрезанные блоки поступают на блокообрабатывающис агрегаты. Такие машины последовательно выполняют следующие операции: автоматическую подачу самонакладом книжных блоков, кругление блоков, кашировку (припрессовывание), промазку корешка клеем, наклеивание марли на корешок, наклеивание каптала, обжим ивывод блока на транспортер. Такой агрегат способен за смену подготовить 12,9 тыс. блоков.
И, наконец, остается последняя операция — вставить блок в крышку и прочно закрепить его в ней. Это с успехом делает книговставочная машина.
Значительно меньше отделочных процессов проходят брошюры и журналы. После фальцовки и подборки листы не шьют нитками, а скрепляют на проволокошвейных машинах скобами из специальной стальной проволоки толщиной от 0,35 до 0,8 миллиметра. Тонкие журналы и брошюры скрепляются стальными скобами вместе с бумажной обложкой, имеющей шрифтовое, а иногда и иллюстративное оформление, более крупные — проходят две операции: сначала блок скрепляется стальными скобами, потом к этим блокам приклеивается готовая мягкая обложка. Для этого используются коробочно-проволочные машины.
В ряде типографий для изготовления «толстых» журналов, брошюр и даже книг используют иные производственные процессы. Здесь скрепление блоков производят не нитками и не стальными скобами, а клеем или специальной эмульсией. Эту операцию выполняют полуавтоматы для бесшвейного скрепления книжных блоков (биндеры).

3. Отделочные процессы
К отделочным процессам относятся лакировка оттисков, ламинирование, припрессовка пленки, тиснение фольгой, штанцеваниеи др.
Лакировка оттисков - Лакировкой называется процесс облагораживания листовой печатной продукции (бумаги, картона) нанесением на нее (или ее части — «выборочное», «формное» лакирование) полиграфического лака — для придания блеска, жесткости, для создания более надежной защиты от внешних воздействий, для более яркого выделения отдельных деталей изображения.
Ламинирование— процесс покрытия прозрачной пленкой бумаги или картона под действием высокой температуры. Используется для того, чтобы увеличить прочность оттисков, придать яркость, сочность и контрастность изображению на них.

Припрессовка пленки - Преследует такую же цель, что и ламинирование. Используется триацетатная прозрачная пленка толщиной до 40 мк. Рулон такой пленки закрепляется на специальной машине. При движении пленки на одну ее сторону наносится поливинилацетатный лак, который приклеивает бумажные обложки. После этого пленка с приклеенной обложкой прокатывается каландром при температуре 60–70 градусов и режется на части. Полученные таким образом обложки красивы, отливают глянцем, крепки и долговечны.
Тиснение фольгой - Процесс нанесения текстов и изображений на воспринимающую поверхность с использованием специальной красочной фольги и штампа. Тиснение производится на специальных станках, называемых позолотным прессом.
Высечка (штанцевание) - Отделочный процесс для придания фигурной формы изделию из картона. Чаще используется в производстве упаковок. Реже — при производстве книг, особенно детских.
Кроме рассмотренных выше процессов в полиграфии используется большое количество и других. Например, приклейка форзаца, перфорирование, кругление углов блоков, гуммирование (нанесение слоя клея на одну сторону бумаги, картона с последующей сушкой), шитье книжных блоков, аппликация (прикрепление к переплетному материалу рисунка, высеченного по контуру из другого материала, отличающегося, например, по цвету, фактуре), закраску обреза книжных блоков и т. д.
Но стоит заметить, что перечисленных процессов слишком много, и что именно среди этого выбрать, конечно, зависит от реализуемого проекта, но хочу подытожить и выявить наиболее часто используемые виды обработки, а именно:
Сначала производится резка тиража, следом идет сборка ручная или автоматическая, далее обшивка переплета. После этого уже идет украшение изданий лакировка, перфорация, теснение и др.
Заключение:
После написания курсовой работы, я выяснила, какие есть самые распространенные виды послепечатной обработки, изучила какие существуют полиграфические процессы в общем. А так же сравнила несколько процессов послепечатной обработки. можно сделать вывод, что данная тема очень актуальна в данный момент.
После ознакомления со всеми видами послепечатной обработки, я поняла что процесс создания печатной продукции очень трудоемкий и он включает в себя большое количество продуманных до мелочей действий, поэтому послепечатные процессы - это один из важных пунктов в успешной реализации проекта.
Список использованной литературы
Научная и учебная литература:
- Воробьев Д.В. Технология послепечатных процессов. Учебник 2000г. -55с, -136с.
- Брошюровочно-переплетные процессы. Технологические инструкции. Книга 1999г. -74с.
Электронные ресурсы:
- Воробьев Д.В. Основы технологии брошюровочно-переплетных процессов: Учебное пособие 1997г. Электронная версия. -165с, -267с. http://hi-edu.ru/e-books/xbook280/01/index.html
- Ирина Марченко Технологии послепечатных процессов 2005г. Электронная версия. -53с. http://hi-edu.ru/e-books/xbook382/01/index.html
- Киппхан Г. Энциклопедия по печатным средствам информации 2003г. -130с, -355с. http://hi-edu.ru/e-books/xbook445/01/08.pdf
https://studfiles.net/preview/5564234/page:27/
http://konvers-kazan.ru/cat/poligraf-process/
http://mesto-pechati.ru

- Анализ денежных средств предприятия ООО «НПО Древ-Маш»
- Определение, основные задачи, функции бухгалтерского учета_
- Ценовые войны в теории и на практике ( Ценовые войны )
- Особенности политики психологической поддержки персонала корпораций.
- «Построение организационных структур»
- Организация и управление процессами товародвижения на рынке ООО «Медиа Маркт»
- «Особенности договорных отношений в сфере авторского права »
- «Интеллектуальная собственность»
- Особенности формирования слэнга
- ФОРМЫ ПРАВЛЕНИЯ.
- Общественные отношения в сфере социальной защиты многодетных семей ( Теоретические основы социально-правового обеспечения многодетной семьи )
- «Понятие и принципы авторского права»